5.- procesos de soldadura.
Procesos de soldadura
5.1 soldadura por arco de metal protegido (SMAW)
Definición y descripción general.
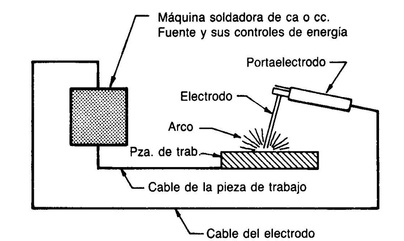
La soldadura por arco de metal protegido (Shielded Metal Arc Welding SMAW) es un proceso de soldadura por arco en el que se produce coalescencia de metales por medio del calor de un arco electrónico que se mantienen entre la punta de un electrodo cubierto y la superficie del metal base en la unión que se está soldando.
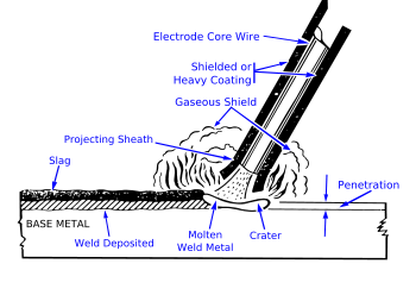
El núcleo del electrodo cubierto consiste en una varilla de metal solida de material o colado, o bien una varilla fabricada encerrando metal en polvo en una funda metálica. La varilla de núcleo conduce corriente eléctrica al arco y suministra metal de aporte a la unión. Las funciones principales de la cobertura del electrodo son estabilizar el arco y proteger el metal derretido de la atmosfera por medio de los gases que se crean cuando el recubrimiento se descompone por el calor del arco.
La protección empleada, junto con otros ingredientes del recubrimiento y del alambre del núcleo, controlan en gran medida las propiedades mecánicas, la composición química y la estructura metalúrgica del metal de soldadura, así como las características de arco del electrodo.
5.1 soldadura por arco de metal protegido (SMAW)
Definición y descripción general.
La soldadura por arco de metal protegido (Shielded Metal Arc Welding SMAW) es un proceso de soldadura por arco en el que se produce coalescencia de metales por medio del calor de un arco electrónico que se mantienen entre la punta de un electrodo cubierto y la superficie del metal base en la unión que se está soldando.
El núcleo del electrodo cubierto consiste en una varilla de metal solida de material o colado, o bien una varilla fabricada encerrando metal en polvo en una funda metálica. La varilla de núcleo conduce corriente eléctrica al arco y suministra metal de aporte a la unión. Las funciones principales de la cobertura del electrodo son estabilizar el arco y proteger el metal derretido de la atmosfera por medio de los gases que se crean cuando el recubrimiento se descompone por el calor del arco.
La protección empleada, junto con otros ingredientes del recubrimiento y del alambre del núcleo, controlan en gran medida las propiedades mecánicas, la composición química y la estructura metalúrgica del metal de soldadura, así como las características de arco del electrodo.
|
Principios. La soldadura por arco de metal protegido es por mucho el más ampliamente utilizado de los procesos de soldadura por arco. Aprovecha el calor del arco para derretir el metal base y la punta de un electrodo consumible cubierto. La soldadura se inicia cuando se enciende un arco eléctrico entre la punta del electrodo y el trabajo. El intenso calor del arco derrite la punta del electrodo y la superficie del trabajo cerca del arco. En la punta del electrodo se forma con rapidez pequeños glóbulos de metal fundido, las cuales se transfieren a través del chorro de arco hasta el charco de soldadura fundida. |
|
Electrodos recubiertos
Además de establecer el arco y proporcionar metal de aporte para el propósito de soldadura, el electrodo introduce otros materiales en el arco o sus inmediaciones, o en ambos lugares. Dependiendo del tipo de electrodo que se use, el recubrimiento desempeña una o más de las siguientes funciones:
1. Provee un gas para proteger el arco y evitar una contaminación exclusiva del metal de aporte derretido por parte de la atmosfera.
2. Suministra limpiadores, desoxidantes y agentes fundentes para purificar la soldadura y evitar el crecimiento excesivo de granos en el metal de soldadura.
3. Establece las características electicas del electrodo.
4. Proporciona un manto de escoria que protege la soldadura caliente del aire y mejora las propiedades mecánicas, la forma del cordón y la limpieza superficial de dicho metal.
5. Constituye un medio para añadir elementos de aleación que modifiquen las propiedades mecánicas del metal de soldadura.
6. En todos los casos, la cobertura contiene la mayor parte de los materiales de protección, limpieza y desoxidación. La mayor parte de los electrodos para SMAW tienen un núcleo de metal sólido.
Además de establecer el arco y proporcionar metal de aporte para el propósito de soldadura, el electrodo introduce otros materiales en el arco o sus inmediaciones, o en ambos lugares. Dependiendo del tipo de electrodo que se use, el recubrimiento desempeña una o más de las siguientes funciones:
1. Provee un gas para proteger el arco y evitar una contaminación exclusiva del metal de aporte derretido por parte de la atmosfera.
2. Suministra limpiadores, desoxidantes y agentes fundentes para purificar la soldadura y evitar el crecimiento excesivo de granos en el metal de soldadura.
3. Establece las características electicas del electrodo.
4. Proporciona un manto de escoria que protege la soldadura caliente del aire y mejora las propiedades mecánicas, la forma del cordón y la limpieza superficial de dicho metal.
5. Constituye un medio para añadir elementos de aleación que modifiquen las propiedades mecánicas del metal de soldadura.
6. En todos los casos, la cobertura contiene la mayor parte de los materiales de protección, limpieza y desoxidación. La mayor parte de los electrodos para SMAW tienen un núcleo de metal sólido.
Capacidades y limitaciones del proceso
La soldadura por arco de metal protegido es uno de los procesos más ampliamente utilizados, sobre todo para soldadura cortas en trabajos de producción, mantenimiento y reparación, y para construcción en el campo. Los siguientes son ventajas del proceso:
1. El equipo es relativamente sencillo, económico y portátil.
2. El electrodo recubierto proporciona el metal de aporte y el mecanismo para proteger dicho metal y el metal de la soldadura contra una oxidación perjudicial durante la soldadura.
3. No se requiere protección con gas auxiliar ni un fundente granular.
4. El proceso es menos sensible al viento y las corrientes de aire que los procesos de soldadura por arco protegidos con gas.
5. Se puede utilizar en áreas de acceso limitado.
6. El proceso es adecuado para la mayor parte de los metales y aleaciones de uso común.
EQUIPO
Fuentes de potencia
Tipo de corriente de salida
se puede usar corriente alterna (CA) o bien continua (CC) para la soldadura por arco de metal protegido, dependiendo de la corriente suministrada por la fuente de potencia y del electrodo escogido.
ACCESORIOS.
Porta electrodos
El porta electrodos es un dispositivos de sujeción que permite al soldador sostener y controlar el electrodo. También sirve como medio para conducir la corriente de soldadura del cable al electrodo.
Cables Para Soldadura.
Los cables para soldadura sirven para conectar el porta electrodos y las abrazaderas de tierra a la fuente de potencia; son parte del circuito de soldadura.
El cable para soldadura consiste en muchos alambres finos de cobre o aluminio trenzados y encerrados en una funda aislante flexible. La funda se fabrica con hule sintético o plástico que tenga buena tenacidad, elevada resistencia eléctrica y buena resistencia térmica.
Careta
El propósito de la careta es proteger los ojos, el rostro, la frente, el cuello y las orejas del soldador de los rayos directos del arco y de chispas y salpicaduras que salen despedidas.
Equipo diverso
La limpieza al soldar es importante las superficies de las piezas de trabajo y el metal de soldadura previamente depositado deben estar libre de suciedad, escorias y cualquier otro material extraño que pudiera interferir con la soldadura. Para este fin el soldador debe contar con un cepillo de alambre de acero, un martillo, un cincel y un mazo para descascarar. Estas herramientas sirven para eliminar suciedad y hollín del metal base, cortar soldaduras provisionales y raspar escoria de la franja de soldadura.
MATERIALES.
Metal base
El proceso SMAW se usa para aplicaciones de unión y recubrimiento sobre diversos metales base. La base del proceso para un metal base especifico depende de la disponibilidad de un electrodo cubierto cuyo metal especifico depende de la disponibilidad de un electrodo cubierto cuyo metal de aporte tenga la composición y propiedades requeridas. Hay electrodos para los siguientes metales base:
1. Aceros al carbono.
2. Aceros de baja aleación.
3. Aceros de resistencia a la corrosión.
4. Hierros colados (dúctiles y grises).
5. Aluminio y aleaciones de aluminio.
6. Cobre y aleaciones de cobre.
7. Níquel y aleaciones de níquel.
Electrodos recubiertos
Los electrodos recubiertos se clasifican de acuerdo con los requisitos de especificaciones emitidas por la American Welding Society.
Los electrodos se clasifican con base en la composición química o en las propiedades mecánicas, o ambas cosas, de su metal de soldadura sin diluir. Los electrodos de acero al carbono, acero de baja aleación y acero inoxidable también se clasifican de acuerdo con el tipo de corriente de soldadura con la que trabajan mejor, y en ocasiones de acuerdo con las posiciones de soldadura en las que pueden emplearse.
Acondicionamiento de los electrodos
El recubrimiento de los electrodos para SMAW es higroscópico (absorbe con facilidad y retienen la humedad) aunque algunos son mas higroscópicos que otros. La humedad que captan al exponerse a una atmosfera húmeda se disocia durante la soldadura procediendo hidrogeno y oxigeno. Los átomos de hidrogeno se disuelven en la soldadura y en la zona térmicamente afectada y pueden causar agrietamiento en frio. Este tipo de grietas es mas común en los metales base de aceros endurecibles y en los metales de soldadura de aceros de alta resistencia. Un exceso de humedad en la cobertura de los electrodos puede originar porosidad en el metal de soldadura depositado. A fin de minimizar los problemas de humedad, sobre todo con los electrodos bajo hidrogeno, es preciso empacarlos, almacenarlos y manejarlos correctamente.
APLICACIONES.
Espesores
El proceso de arco de metal protegido se puede adaptar a materiales de cualquier espesor dentro de ciertos límites prácticos y económicos. Si el espesor es menor que 1.6 mm (1/6 pulgada), el metal base se fundirá de lado a lado y el metal derretido se perderá a menos que se empleen procedimientos de fijación y soldaduras especiales.
Posiciones de soldadura
Una de las ventajas importantes de SMAW es que puede soldarse en cualquier posición con la mayor parte de los materiales para los que el proceso es apropiado. Esto hace que el proceso sea de utilidad para soldar uniones que no se pueden colocar en la posición plana.
Especificaciones y clasificación de electrodos
Los electrodos recubiertos se clasifican de acuerdo con los requisitos de especificaciones emitidas por la American Welding Society (AWS) y ciertas agencias militares de los Estados Unidos de América.
1ra Clasificación:
2da. Clasificación:
La AWS tiene un sistema de clasificación para identificar los electrodos de acero rolado para el proceso SMAW, de baja aleación, aceros aleados y hierros vaciado (electrodos altos en níquel).
Electrodos de acero al carbono
En la AWS A 5.1 Especificación para electrodos de acero al carbono para soldadura con un arco, se usa un sencillo sistema de numeración para clasificar los electrodos donde:
El siguiente digito indica la posición a soldar como sigue:
Electrodos de acero de baja aleación
En la AWS A5.5 Especificación para electrodos de acero de baja aleación para soldadura por arco, esta especiación emplea un sufijo para designar la composición química del metal de soldadura.
Sistemas de aleación:
Otros tipos de electrodos:
Acondicionamiento de los electrodos
Las coberturas de los electrodos para SMAW son higroscópicas (absorben con facilidad y retienen la humedad).
La humedad que captan, al exponerse a una atmósfera húmeda, se disocia durante la soldadura produciendo Hidrógeno y oxigeno. Así en la zona térmicamente afectada pueden causar el agrietamiento en frio.
Este tipo de grietas es más común en los metales base de aceros endurecibles y en los metales de soldadura de acero de resistencia.
Al final de minimizar los problemas humedad, es preciso empacarlos, almacenarlos y manejarlos correctamente.
Los electrodos que han estado expuestos demasiado tiempo a la intemperie deben cocerse a una temperatura bastante alta para que expulsen la humedad adsorbida, sin embargo un calentamiento excesivo puede dañar la cobertura del electrodo.
5.2 SOLDADURA POR ARCO DE METAL Y GAS (GMAW)
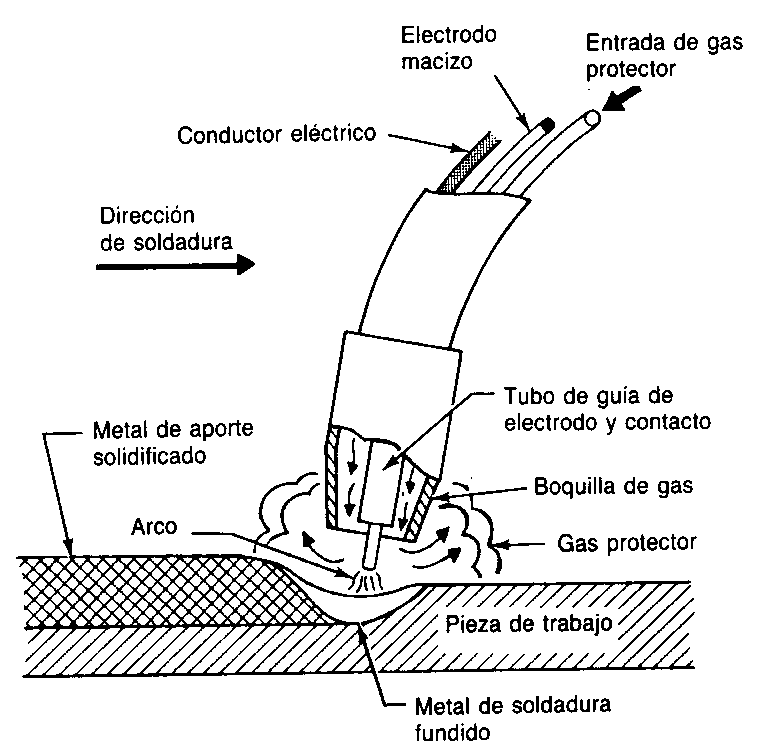
La soldadura por arco de metal y gas (Gas Metal Arc Welding GMAW o MIG) es proceso de soldadura por arco que emplea un arco entre un electrodo continuo de metal de aporte y el charco de soldadura. El proceso se realiza bajo un estudio de gas suministrado externamente y sin aplicación a presión.
Usos y ventajas
1. El único proceso de electrodo consumible que puede servir para soldar todos los metales y aleaciones comerciales.
2. SMAW no tiene restricción de tamaño de electrodo.
3. Pueden soldarse en todas las posiciones.
4. Se logran tasas de deposición bastantes más altas que con la soldadura por arco de metal protegido.
5. Las velocidades de soldadura son mas altas que con soldadura pr arco de metal protegido
6. Es posible depositar soldaduras largas sin parar.
7. Cuando se usa la transferencia por aspersión, es posible lograr mayor penetración que con la soldadura por arco de metal protegido, lo que puede permitir el uso de soldaduras de filete más pequeñas para obtener una resistencia mecánica equivalente.
8. Casi no se requiere limpieza después de la soldadura.
La soldadura por arco de metal protegido es uno de los procesos más ampliamente utilizados, sobre todo para soldadura cortas en trabajos de producción, mantenimiento y reparación, y para construcción en el campo. Los siguientes son ventajas del proceso:
1. El equipo es relativamente sencillo, económico y portátil.
2. El electrodo recubierto proporciona el metal de aporte y el mecanismo para proteger dicho metal y el metal de la soldadura contra una oxidación perjudicial durante la soldadura.
3. No se requiere protección con gas auxiliar ni un fundente granular.
4. El proceso es menos sensible al viento y las corrientes de aire que los procesos de soldadura por arco protegidos con gas.
5. Se puede utilizar en áreas de acceso limitado.
6. El proceso es adecuado para la mayor parte de los metales y aleaciones de uso común.
EQUIPO
Fuentes de potencia
Tipo de corriente de salida
se puede usar corriente alterna (CA) o bien continua (CC) para la soldadura por arco de metal protegido, dependiendo de la corriente suministrada por la fuente de potencia y del electrodo escogido.
ACCESORIOS.
Porta electrodos
El porta electrodos es un dispositivos de sujeción que permite al soldador sostener y controlar el electrodo. También sirve como medio para conducir la corriente de soldadura del cable al electrodo.
Cables Para Soldadura.
Los cables para soldadura sirven para conectar el porta electrodos y las abrazaderas de tierra a la fuente de potencia; son parte del circuito de soldadura.
El cable para soldadura consiste en muchos alambres finos de cobre o aluminio trenzados y encerrados en una funda aislante flexible. La funda se fabrica con hule sintético o plástico que tenga buena tenacidad, elevada resistencia eléctrica y buena resistencia térmica.
Careta
El propósito de la careta es proteger los ojos, el rostro, la frente, el cuello y las orejas del soldador de los rayos directos del arco y de chispas y salpicaduras que salen despedidas.
Equipo diverso
La limpieza al soldar es importante las superficies de las piezas de trabajo y el metal de soldadura previamente depositado deben estar libre de suciedad, escorias y cualquier otro material extraño que pudiera interferir con la soldadura. Para este fin el soldador debe contar con un cepillo de alambre de acero, un martillo, un cincel y un mazo para descascarar. Estas herramientas sirven para eliminar suciedad y hollín del metal base, cortar soldaduras provisionales y raspar escoria de la franja de soldadura.
MATERIALES.
Metal base
El proceso SMAW se usa para aplicaciones de unión y recubrimiento sobre diversos metales base. La base del proceso para un metal base especifico depende de la disponibilidad de un electrodo cubierto cuyo metal especifico depende de la disponibilidad de un electrodo cubierto cuyo metal de aporte tenga la composición y propiedades requeridas. Hay electrodos para los siguientes metales base:
1. Aceros al carbono.
2. Aceros de baja aleación.
3. Aceros de resistencia a la corrosión.
4. Hierros colados (dúctiles y grises).
5. Aluminio y aleaciones de aluminio.
6. Cobre y aleaciones de cobre.
7. Níquel y aleaciones de níquel.
Electrodos recubiertos
Los electrodos recubiertos se clasifican de acuerdo con los requisitos de especificaciones emitidas por la American Welding Society.
Los electrodos se clasifican con base en la composición química o en las propiedades mecánicas, o ambas cosas, de su metal de soldadura sin diluir. Los electrodos de acero al carbono, acero de baja aleación y acero inoxidable también se clasifican de acuerdo con el tipo de corriente de soldadura con la que trabajan mejor, y en ocasiones de acuerdo con las posiciones de soldadura en las que pueden emplearse.
Acondicionamiento de los electrodos
El recubrimiento de los electrodos para SMAW es higroscópico (absorbe con facilidad y retienen la humedad) aunque algunos son mas higroscópicos que otros. La humedad que captan al exponerse a una atmosfera húmeda se disocia durante la soldadura procediendo hidrogeno y oxigeno. Los átomos de hidrogeno se disuelven en la soldadura y en la zona térmicamente afectada y pueden causar agrietamiento en frio. Este tipo de grietas es mas común en los metales base de aceros endurecibles y en los metales de soldadura de aceros de alta resistencia. Un exceso de humedad en la cobertura de los electrodos puede originar porosidad en el metal de soldadura depositado. A fin de minimizar los problemas de humedad, sobre todo con los electrodos bajo hidrogeno, es preciso empacarlos, almacenarlos y manejarlos correctamente.
APLICACIONES.
Espesores
El proceso de arco de metal protegido se puede adaptar a materiales de cualquier espesor dentro de ciertos límites prácticos y económicos. Si el espesor es menor que 1.6 mm (1/6 pulgada), el metal base se fundirá de lado a lado y el metal derretido se perderá a menos que se empleen procedimientos de fijación y soldaduras especiales.
Posiciones de soldadura
Una de las ventajas importantes de SMAW es que puede soldarse en cualquier posición con la mayor parte de los materiales para los que el proceso es apropiado. Esto hace que el proceso sea de utilidad para soldar uniones que no se pueden colocar en la posición plana.
Especificaciones y clasificación de electrodos
Los electrodos recubiertos se clasifican de acuerdo con los requisitos de especificaciones emitidas por la American Welding Society (AWS) y ciertas agencias militares de los Estados Unidos de América.
1ra Clasificación:
- Composición.
- Propiedades.
2da. Clasificación:
- Tipo de corriente.
- Tipos de posiciones en que se unen.
La AWS tiene un sistema de clasificación para identificar los electrodos de acero rolado para el proceso SMAW, de baja aleación, aceros aleados y hierros vaciado (electrodos altos en níquel).
Electrodos de acero al carbono
En la AWS A 5.1 Especificación para electrodos de acero al carbono para soldadura con un arco, se usa un sencillo sistema de numeración para clasificar los electrodos donde:
- La “E” significa Electrode (Electrodo)
- Los 2 de 4 ó 3 de 5 primeros dígitos indican la resistencia a la tracción en miles de libras por pulgada cuadrada.
El siguiente digito indica la posición a soldar como sigue:
- Todas las posiciones (1)
- Posición plana y horizontal (2)
Electrodos de acero de baja aleación
En la AWS A5.5 Especificación para electrodos de acero de baja aleación para soldadura por arco, esta especiación emplea un sufijo para designar la composición química del metal de soldadura.
Sistemas de aleación:
- Acero al carbono molibdeno
- Acero al cromo molibdeno
- Acero al níquel
- Acero al Manganeso Molibdeno
Otros tipos de electrodos:
- Resistencia a la corrosión
- Electrodos de Níquel
- Aleaciones de Níquel
- Electrodos de Aluminio
- Electrodos de Cobre
- Aleaciones de Cobre
- Electrodos para hierro colado
- Electrodos de recubrimiento
Acondicionamiento de los electrodos
Las coberturas de los electrodos para SMAW son higroscópicas (absorben con facilidad y retienen la humedad).
La humedad que captan, al exponerse a una atmósfera húmeda, se disocia durante la soldadura produciendo Hidrógeno y oxigeno. Así en la zona térmicamente afectada pueden causar el agrietamiento en frio.
Este tipo de grietas es más común en los metales base de aceros endurecibles y en los metales de soldadura de acero de resistencia.
Al final de minimizar los problemas humedad, es preciso empacarlos, almacenarlos y manejarlos correctamente.
Los electrodos que han estado expuestos demasiado tiempo a la intemperie deben cocerse a una temperatura bastante alta para que expulsen la humedad adsorbida, sin embargo un calentamiento excesivo puede dañar la cobertura del electrodo.
5.2 SOLDADURA POR ARCO DE METAL Y GAS (GMAW)
La soldadura por arco de metal y gas (Gas Metal Arc Welding GMAW o MIG) es proceso de soldadura por arco que emplea un arco entre un electrodo continuo de metal de aporte y el charco de soldadura. El proceso se realiza bajo un estudio de gas suministrado externamente y sin aplicación a presión.
Usos y ventajas
1. El único proceso de electrodo consumible que puede servir para soldar todos los metales y aleaciones comerciales.
2. SMAW no tiene restricción de tamaño de electrodo.
3. Pueden soldarse en todas las posiciones.
4. Se logran tasas de deposición bastantes más altas que con la soldadura por arco de metal protegido.
5. Las velocidades de soldadura son mas altas que con soldadura pr arco de metal protegido
6. Es posible depositar soldaduras largas sin parar.
7. Cuando se usa la transferencia por aspersión, es posible lograr mayor penetración que con la soldadura por arco de metal protegido, lo que puede permitir el uso de soldaduras de filete más pequeñas para obtener una resistencia mecánica equivalente.
8. Casi no se requiere limpieza después de la soldadura.
|
Limitaciones
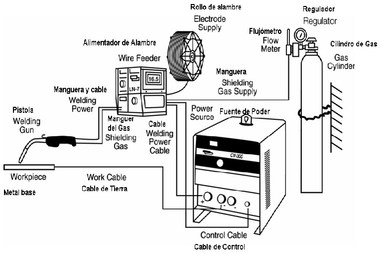
1. El equipo de soldadura es más complejo, costoso y menos transportable que el de SMAW. 2. SMAW es más difícil de usar en lugares de difícil acceso. 3. El arco de soldadura debe protegerse contra corrientes de aire que pueden dispersar gas protector. 4. Los niveles relativamente altos de calor radiado y la intensidad del arco más alta. Fundamentos del proceso El proceso GMAW se basa en la alimentación automática de un electrodo continuo consumible que se protege mediante un gas de procedencia externa. Los únicos controles manuales que el soldador requiere para la operación semiautomática son los de velocidad y dirección del desplazamiento, asi como también el posicionamiento de la pistola. Los componentes básicos del equipo son la unidad de pistola y cables, la unidad de alimentación del electrodo, la fuente de potencia y la fuente de gas protector. Este proceso puede ser usado con la mayoría de los metales comerciales, incluyendo aceros al carbono, aleaciones, aceros inoxidables, aluminio, magnesio, cobre, hierro, titanio y zirconio. Es el proceso preferido para la soldadura de aluminio, magnesio, cobre y muchas de las aleaciones de metales reactivos. La mayoría de los hierros y aceros de baja aleación pueden ser satisfactoriamente unidos por este proceso de soldadura. |
|
|
1.1 Principios básicos de Operación. En el proceso GMAW el calor del arco generado entre el electrodo consumible y la pieza a ser soldada es utilizado para fundir las superficies del metal base y el extremo del electrodo. El metal fundido del electrodo es transferido hacia la pieza a través del arco donde se convierte en metal de soldadura depositado. La protección es obtenida por una cubierta de gas, que puede ser un gas inerte, gas activo o una mezcla de ambos. El gas de protección envuelve el área del arco para protegerlos de contaminantes de la atmosfera. La soldadura puede ser en forma semiautomática usando una pistola sostenida manualmente, en la que el electrodo es alimentado por una bobina, o una forma automática que incluye equipos automatizados o robots. |
|
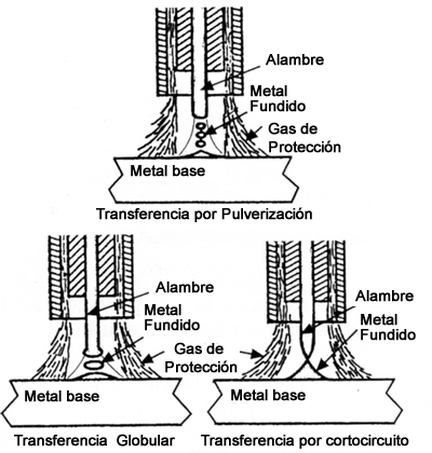
Mecanismos de transferencia de metal
Los mecanismos básicos empleados para transferir metal del electrodo a la pieza de trabajo son:
1. Transferencia por cortocircuito
2. Transferencia globular
3. Transferencia por aspersión
4. Transferencia pulsada
El tipo de transferencia está determinada por varios factores entre los mas importantes están los siguientes:
1. Magnitud y tipo de la corriente de soldadura
2. Diámetro del electrodo
3. Composición del electrodo
4. Extensión del Electrodo
5. Gas protector
Variables del proceso
Las siguientes son algunas de las variables que afectan la penetración de la soldadura, la geometría y la calidad general de la soldadura:
1. Corriente de soldadura (velocidad de alimentación de electrodo)
2. Polaridad
3. Voltaje del arco (longitud del arco)
4. Velocidad de recorrido
5. Extensión del electrodo
6. Orientación del electrodo (ángulo de desplazamiento)
7. Posición de la unión que se va a soldar
8. Diámetro del electrodo
9. Composición y tasa de flujo del gas protector
El conocimiento y control de estas variables es indispensable para producir consistentemente soldaduras de buena calidad.
Estas variables no son del todo independientes, y cuando se modifica una casi siempre es necesario modificar una o más de las otras para obtener los resultados que se buscan.
Equipo
El proceso GMAW se puede usar en forma semiautomática o automática. El equipo básico para cualquier instalación GMAW consiste en lo siguiente:
A) Pistola (enfriada por aire o agua)
B) Unidad de alimentación del electrodo
C) Control de soldadura
D) Fuente de potencia para soldadura
E) Suministro regulado de gas protector
F) Suministro de electrodo
G) Cables y mangueras para interconexión
H) Sistemas de recirculación de agua (para pistolas enfriadas por agua)
Consumibles
Además de los componentes del equipo, como las puntas de contacto y los forros del conducto, que se desgastan y deben remplazarse, los consumibles del proceso GMAW son los electrodos y los gases protectores. La composición determina en gran medida las propiedades químicas y mecánicas de ensamble soldado. Los que siguen son factores que influyen en la selección del gas protector y del electrodo:
1. Metal base
2. Propiedades que debe tener el metal de soldadura
3. Condición y limpieza del metal base
4. Tipo de servicio o requerimiento de especificación aplicable
5. Posición de soldadura
6. Modalidad de transferencia de metal que se piensa usar
TIPOS DE TRANSFERENCIA DE METAL GMAW.
La transferencia de metal en este proceso es por uno de los métodos siguientes:
“arco por roció” (spray), “cortocircuito”, globular o spray con arco pulsado.
Transferencia por corto circuito
Este tipo de transferencia puede emplear una mezcla de gas protector compuesta por Argón y CO2 o bien 100% CO2, generalmente se emplean rangos bajos de amperaje y alambre de diámetro pequeño, como los rangos de amperaje son bajos este tipo de transferencia se usa para unir laminas o elementos delegados, también como el charco de metal fundido se solidifica rápidamente puede emplearse en todas las posiciones: plano, horizontal, vertical y sobre cabeza.
Los mecanismos básicos empleados para transferir metal del electrodo a la pieza de trabajo son:
1. Transferencia por cortocircuito
2. Transferencia globular
3. Transferencia por aspersión
4. Transferencia pulsada
El tipo de transferencia está determinada por varios factores entre los mas importantes están los siguientes:
1. Magnitud y tipo de la corriente de soldadura
2. Diámetro del electrodo
3. Composición del electrodo
4. Extensión del Electrodo
5. Gas protector
Variables del proceso
Las siguientes son algunas de las variables que afectan la penetración de la soldadura, la geometría y la calidad general de la soldadura:
1. Corriente de soldadura (velocidad de alimentación de electrodo)
2. Polaridad
3. Voltaje del arco (longitud del arco)
4. Velocidad de recorrido
5. Extensión del electrodo
6. Orientación del electrodo (ángulo de desplazamiento)
7. Posición de la unión que se va a soldar
8. Diámetro del electrodo
9. Composición y tasa de flujo del gas protector
El conocimiento y control de estas variables es indispensable para producir consistentemente soldaduras de buena calidad.
Estas variables no son del todo independientes, y cuando se modifica una casi siempre es necesario modificar una o más de las otras para obtener los resultados que se buscan.
Equipo
El proceso GMAW se puede usar en forma semiautomática o automática. El equipo básico para cualquier instalación GMAW consiste en lo siguiente:
A) Pistola (enfriada por aire o agua)
B) Unidad de alimentación del electrodo
C) Control de soldadura
D) Fuente de potencia para soldadura
E) Suministro regulado de gas protector
F) Suministro de electrodo
G) Cables y mangueras para interconexión
H) Sistemas de recirculación de agua (para pistolas enfriadas por agua)
Consumibles
Además de los componentes del equipo, como las puntas de contacto y los forros del conducto, que se desgastan y deben remplazarse, los consumibles del proceso GMAW son los electrodos y los gases protectores. La composición determina en gran medida las propiedades químicas y mecánicas de ensamble soldado. Los que siguen son factores que influyen en la selección del gas protector y del electrodo:
1. Metal base
2. Propiedades que debe tener el metal de soldadura
3. Condición y limpieza del metal base
4. Tipo de servicio o requerimiento de especificación aplicable
5. Posición de soldadura
6. Modalidad de transferencia de metal que se piensa usar
TIPOS DE TRANSFERENCIA DE METAL GMAW.
La transferencia de metal en este proceso es por uno de los métodos siguientes:
“arco por roció” (spray), “cortocircuito”, globular o spray con arco pulsado.
Transferencia por corto circuito
Este tipo de transferencia puede emplear una mezcla de gas protector compuesta por Argón y CO2 o bien 100% CO2, generalmente se emplean rangos bajos de amperaje y alambre de diámetro pequeño, como los rangos de amperaje son bajos este tipo de transferencia se usa para unir laminas o elementos delegados, también como el charco de metal fundido se solidifica rápidamente puede emplearse en todas las posiciones: plano, horizontal, vertical y sobre cabeza.
|
Transferencia globular
La transferencia globular ocurre a más altos rangos de amperaje que el cortocircuito, aquí el metal fundido de aporte forma una bola de aproximadamente dos veces el diámetro del electrodo que al tocar la superficie del metal fundido se funde y transfiere al chorro de metal, este tipo de transferencia no es comúnmente usado debido a que produce mucho chisporroteo y como depende de la fuerza de la gravedad no es posible emplearlo en posición sobre la cabeza. Transferencia por spray La transferencia por spray ocurre todavía a más altos amperajes que la globular, con diámetros grandes de alambre y una mezcla de gas rica en argón, el proceso genera gran cantidad de calor y por ello se prefiere no emplearlo en láminas o elementos delgados, la transferencia por spray se limita a soldaduras de filete, ranuras de unión en posición plana y filetes en posición horizontal debido a lo fluido del chorro. Transferencia por spray y arco pulsado Este tipo de transferencia es una variación de la transferencia por spray, pero con arco “pulsado”, aquí la fuente de poder pulsa o varía el amperaje en un rango de corriente varios cientos de veces por segundo, a niveles de corriente altos se forma una pequeña gota de metal fundido que se transfiere a través del arco al charco. Este tipo de transferencia emplea bajos amperajes en comparación con el de spray convencional, lo cual hace que prácticamente se emplee en cualquier posición y espesores de material. |
|
TIPO DE CORRIENTE Y POLARIDAD EMPLEADO EN GMAW
Este proceso generalmente emplea corriente directa y polaridad invertida (electrodo positivo) debido a que se obtiene un arco más estable, la transferencia de metal es más suave y con pocas salpicaduras.
La polaridad directa (electrodo negativo) es raramente usada debido a que produce un arco no estable, la velocidad de depósito es más grande, pero se tiene poca penetración.
ELECTRODOS
El electrodo o metal de aporte para la soldadura por arco de metal y gas está cubierto por diversas especificaciones de la AWS para metales de aporte. En general, para aplicaciones de unión, la composición del electrodo es similar a la del metal base.
CLASIFICACIÓN DE SOLDADURAS
Esta práctica describe el proceso para la certificación de electrodos de soldadura sólidos y tiene los siguientes requerimientos:
GASES PROTECTORES
La función primaria del gas protector es impedir que la atmósfera entre en contacto con el metal de soldadura fundido. Esto es necesario porque la mayor parte de los metales, al calentarse hasta su punto de fusión en aire, presentan una marcada tendencia a formar óxidos y, en menor grado, nitruros. Además, el oxígeno reacciona con el dióxido de carbono. La reacción de estos diversos productos puede causar deficiencias de la soldadura, como escoria atrapada, porosidad y pérdida de ductilidad del metal de soldadura.
Además de proporcionar un entorno protector, el tipo de gas protector y la tasa de flujo tienen un efecto importante sobre lo siguiente:
1. Características del arco
2. Modalidad de transferencia del metal
3. Penetración y perfil de la soldadura
4. Velocidad de soldadura
5. Tendencia al socavamiento
6. Acción limpiadora
7. Propiedades mecánicas del metal de soldadura
MEZCLAS DE MULTIPLES GASES PROTECTORES
Argón-Oxígeno-Dióxido de Carbono
Las mezclas de argón con hasta 20% de dióxido de carbono y 3 a 5% de oxígeno son versátiles. Proveen una protección adecuada y características de arco deseables para soldar en las modalidades de aspersión, cortocircuito y pulsado.
Argón-Helio-Dióxido de Carbono
Las mezclas de argón, helio y dióxido de carbono se usan para soldar aceros al carbono, de baja aleación e inoxidables en cortocircuito o con arco pulsado. Las mezclas en las que el argón es el constituyente primario sirven para soldadura con arco pulsado, y aquellas en las que el helio predomina se emplean para soldar en cortocircuito.
Dióxido de Carbono
El bióxido de carbono (CO2) es un gas reactivo ampliamente utilizado en su forma pura para la soldadura por arco de metal y gas de aceros al carbono y de baja aleación. Es el único gas reactivo que puede usarse solo como escudo en el proceso GMAW. La mayor velocidad de soldadura, la penetración más profunda en la unión y el bajo costo son características generales que han promovido el uso del CO2como gas protector.
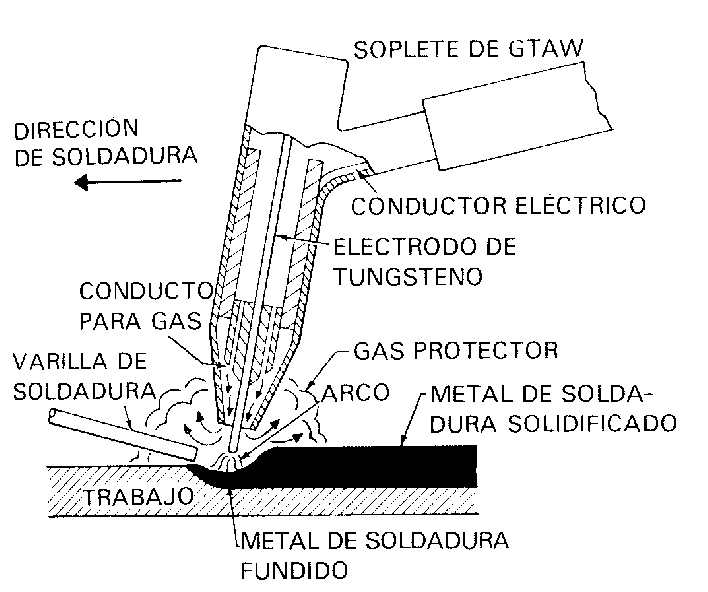
5.3 SOLDADURA DE TUNGSTENO CON PROTECCION DE GAS (GTAW)
La soldadura por arco de tungsteno y gas (Gas Tungsten Arc Welding, GTAW) es un proceso de soldadura por arco donde se utiliza un arco entre el electrodo y el charco de soldadura, en el proceso se emplea un gas de protección sin presión. La adición de metal de aporte es opcional.
El proceso GTAW se ha vuelto una herramienta indispensable en muchas industrias en virtud de la alta calidad de las soldaduras producidas.
El proceso de soldadura TIG es el proceso de soldadura por arco con gas de protección el cual utiliza la intensidad de calor generada por el arco eléctrico entre un electrodo de tungsteno y el metal base que será soldado, por tal motivo el electrodo de tungsteno no es consumible y en este proceso como a diferencia de otros el aporte de provee separadamente.
Este proceso generalmente emplea corriente directa y polaridad invertida (electrodo positivo) debido a que se obtiene un arco más estable, la transferencia de metal es más suave y con pocas salpicaduras.
La polaridad directa (electrodo negativo) es raramente usada debido a que produce un arco no estable, la velocidad de depósito es más grande, pero se tiene poca penetración.
ELECTRODOS
El electrodo o metal de aporte para la soldadura por arco de metal y gas está cubierto por diversas especificaciones de la AWS para metales de aporte. En general, para aplicaciones de unión, la composición del electrodo es similar a la del metal base.
CLASIFICACIÓN DE SOLDADURAS
Esta práctica describe el proceso para la certificación de electrodos de soldadura sólidos y tiene los siguientes requerimientos:
- Requerimientos generales
- Clasificación
- Criterios de aceptación
- Certificación
- Pruebas de ensambles
- Composición química del electrodo
- Pruebas del material
- Pruebas de radiografía
- Pruebas de tensión
- Pruebas de doblez
- Pruebas de impacto.
GASES PROTECTORES
La función primaria del gas protector es impedir que la atmósfera entre en contacto con el metal de soldadura fundido. Esto es necesario porque la mayor parte de los metales, al calentarse hasta su punto de fusión en aire, presentan una marcada tendencia a formar óxidos y, en menor grado, nitruros. Además, el oxígeno reacciona con el dióxido de carbono. La reacción de estos diversos productos puede causar deficiencias de la soldadura, como escoria atrapada, porosidad y pérdida de ductilidad del metal de soldadura.
Además de proporcionar un entorno protector, el tipo de gas protector y la tasa de flujo tienen un efecto importante sobre lo siguiente:
1. Características del arco
2. Modalidad de transferencia del metal
3. Penetración y perfil de la soldadura
4. Velocidad de soldadura
5. Tendencia al socavamiento
6. Acción limpiadora
7. Propiedades mecánicas del metal de soldadura
MEZCLAS DE MULTIPLES GASES PROTECTORES
Argón-Oxígeno-Dióxido de Carbono
Las mezclas de argón con hasta 20% de dióxido de carbono y 3 a 5% de oxígeno son versátiles. Proveen una protección adecuada y características de arco deseables para soldar en las modalidades de aspersión, cortocircuito y pulsado.
Argón-Helio-Dióxido de Carbono
Las mezclas de argón, helio y dióxido de carbono se usan para soldar aceros al carbono, de baja aleación e inoxidables en cortocircuito o con arco pulsado. Las mezclas en las que el argón es el constituyente primario sirven para soldadura con arco pulsado, y aquellas en las que el helio predomina se emplean para soldar en cortocircuito.
Dióxido de Carbono
El bióxido de carbono (CO2) es un gas reactivo ampliamente utilizado en su forma pura para la soldadura por arco de metal y gas de aceros al carbono y de baja aleación. Es el único gas reactivo que puede usarse solo como escudo en el proceso GMAW. La mayor velocidad de soldadura, la penetración más profunda en la unión y el bajo costo son características generales que han promovido el uso del CO2como gas protector.
5.3 SOLDADURA DE TUNGSTENO CON PROTECCION DE GAS (GTAW)
La soldadura por arco de tungsteno y gas (Gas Tungsten Arc Welding, GTAW) es un proceso de soldadura por arco donde se utiliza un arco entre el electrodo y el charco de soldadura, en el proceso se emplea un gas de protección sin presión. La adición de metal de aporte es opcional.
El proceso GTAW se ha vuelto una herramienta indispensable en muchas industrias en virtud de la alta calidad de las soldaduras producidas.
El proceso de soldadura TIG es el proceso de soldadura por arco con gas de protección el cual utiliza la intensidad de calor generada por el arco eléctrico entre un electrodo de tungsteno y el metal base que será soldado, por tal motivo el electrodo de tungsteno no es consumible y en este proceso como a diferencia de otros el aporte de provee separadamente.
|
Ventajas
El proceso tiene ciertas ventajas
El equipo usado con el proceso incluye una fuente de poder, antorcha con cables eléctricos, suministro de gas protector con mangueras, suministro de agua para enfriamiento y un control de pedal. La fuente de poder es de tipo de corriente constante. El suministro de este tipo de corriente tiene una curva inversamente proporcional de volt – amperes. El nivel del voltaje es determinado por el largo del arco que maneje el soldador. Cuando el soldador aumenta el largo del arco, el voltaje aumenta y el amperaje disminuye ligeramente. El cambio de amperaje es relativamente pequeño por lo que sea dice que la fuente de poder entrega la corriente constante. Cuando el largo del arco es reducido, el voltaje disminuye y el amperaje aumenta en una pequeña porción. |
|
ANTORCHAS
Las antorchas de GMAW sostienen el electrodo de tungsteno que transporta la corriente de soldadura al arco y conduce el gas protector a la zona de arco. La mayor parte de los sopletes están diseñados para manejar electrodos dentro de ciertos intervalos de tamaño y ciertos tamaños de boquillas.
ANTORCHAS ENFRIADAS POR GAS
Las antorchas enfriadas por gas eliminan el calor por medio del flujo del gas de protección relativamente frío, los sopletes enfriados por gas están limitados a una corriente de soldadura máxima de unos 200 amperes.
ANTORCHAS ENFRIADAS POR AGUA
Las antorchas enfriadas por agua eliminan el calor mediante el flujo continuo de agua a través de conductos interiores el agua de enfriamiento entra por la manguera de entrada y circula por toda la antorcha y de ahí a la manguera de salida. Por lo regular el cable de potencia es colocado en la manguera de salida del agua.
Las antorchas enfriadas por agua están diseñadas para usarse con corrientes de soldadura en un ciclo de trabajo continuo más alto que los de enfriamiento por gas de tamaño similar.
ELECTRODOS
En GTAW la palabra tungsteno se refiere al elemento tungsteno puro y a sus diferentes aleaciones de tungsteno empleadas como electrodos. Los electrodos de tungsteno son no consumibles si el proceso se emplea como es debido, ya que no se derrite ni se transfiere a la soldadura. El punto de fusión del tungsteno es 3,410 °C.
CLASIFICACION DE ELECTRODO EWP
Los electrodos de tungsteno puro (EWP contienen por lo menos 99.5% de tungsteno, y ningún elemento de aleación intencional. La capacidad d transporte de los electrodos d tungsteno puro es menor que la de los electrodos aleados. Los electrodos puros se emplean principalmente con CA para soldar aleaciones de aluminio y magnesio. La punta del electrodo mantiene un extremo limpio en forma de bola, que produce un arco bastante estable.
CLASIFICACION DE ELECTRODO EW Th
El resultado que los electrodos puedan manejar corrientes de soldadura más altas sin fallar, el óxido de torio es uno de sus aditivos. A fin de evitar problemas de identificación con estos y otros tipos de electrodos de tungsteno, se marcan con un código de colores. Hay dos tipos de electrodos de tungsteno con torio.
CLASIFICACION DE ELECTRODOS EW Ce
Los electrodos EWCe-2 son electrodos de tungsteno que contienen 2% de óxido de cerio (CeO2) llamada ceria.
CLASIFICACION DE LOS ELECTRODOS EW La
Estos electrodos contienen el 1% de óxido de lantano (La2O3), conocido como lantana. Las ventajas y características d esta operación de los electrodos es muy similar a la de los electrodos de tungsteno seriados.
CLASIFICACION DE LOS ELECTRODOS EW Zr
Estos electrodos tienen de característica de soldadura que generalmente están entre los electrodos de tungsteno puro y los de tungsteno con torio. Son los electrodos preferidos para soldar con CA porque combinan las características deseables de estabilidad y extremo de bola típico del electrodo de tungsteno puro con las características de capacidad de corriente y encendido del arco del tungsteno con torio.
TIPOS DE GASES DE PROTECCIÓN
El argón y el helio ó la mezcla de estos dos son los más comunes de gas inerte empleados como escudos de protección, dependiendo el volumen a utilizar estos gases pueden ser suministrados por cilindros o en tanques aislados.
ARGÓN
El argón grado de soldadura se refina hasta una pureza mínima del 99.95%. Esto es aceptable para soldar con GTAW, la mayor parte de los metales excepto los reactivos y los refractarios, para los cuales se requiere una pureza de 99.997%.
El argón se utiliza más ampliamente que el helio porque tiene las siguientes ventajas:
1. Acción de ardo más uniforme y silenciosa
2. Menor penetración
3. Acción de limpieza al soldar materiales como el aluminio y el magnesio
4. Menor costo y mayor disponibilidad
5. Buena protección con tazas de flujo más bajas.
6. Mayor resistencia a ráfagas transversales
7. Más facilidad d flujo de arco
La menor penetración de un arco con argón resulta especialmente útil soldar a mano materiales delgados, ya que se reduce la tendencia a una perforación excesiva. Esta característica representa una ventaja en soldaduras fuera de posición plana porque se reduce la tendencia del metal base a pandearse ó escurrir.
HELIO
El helio de grado soldadura se refina hasta una pureza de por lo menos 99.99%. Con valores fijos de corriente de soldadura y longitud de arco, el helio transfiere más calor al trabajo que el argón. El mayor poder de calefacción del arco de helio puede ser ventajoso al soldar metales con alta conductividad térmica y en aplicaciones de alta velocidad.
SELECCIÓN DE GAS DE PROTECCIÓN
No hay una regla fija para escoger un gas de protección para una aplicación en particular. En la mayor parte de las aplicaciones puede utilizarse el argón ¿, helio ó una mezcla de estos con la posible excepción de las soldaduras en materiales delgados, donde el argón es indispensable. En general, este gas produce un arco que opera de manera más uniforme y silenciosa, se maneja con mayor facilidad y es menor penetrante que un arco escudo con helio, el menor costo unitario y las tasas de flujo más bajas del argón hacen de este gas el preferido desde el punto de vista económico.
TASAS DE FLUJOS DE GAS RECOMENDADAS
Los requisitos de flujo de gas protector se basan en el diámetro de la copa, el tamaño del charco de la soldadura.
Se escoge un diámetro de boquilla apropiado para el tamaño del charco de soldadura el metal que se va a soldar. La tasa de flujo mínima está determinada por la necesidad de un chorro rígido que venza los efectos de calentamiento del arco y las corrientes de aire transversales.
5.4 SOLDADURA POR ARCO CON NÚCLEO DE FÚNDENTE (FCAW)
FUNDAMENTOS DEL PROCESO
La soldadura por arco con núcleo de fúndente Flux Cored Arc Welding (FCAW) es un proceso de soldadura por arco que aprovecha un arco entre un electrodo continuo de metal de aporte y el charco de soldadura. Este proceso se emplea con protección de el fúndente contenido dentro del electrodo tubular, con o sin un escudo adicional de gas de procedencia externa, y sin aplicación de presión.
El electrodo con núcleo de fúndente es un electrodo tubular de metal de aporte compuesto que consiste en una funda metálica y un núcleo con diversos materiales pulverizados. Durante la soldadura, se produce un manto de escoria abundante sobre la superficie de la franja de soldadura.
Normalmente, la soldadura por arco con núcleo de fúndente es un proceso semiautomático, aunque también se emplea para soldadura automática y mecanizada.
mecanizada.
CARACTERÍSTICAS
Los beneficios se obtienen al combinarse tres características generales:
1. La productividad de la soldadura de alambre continúo.
2. Las cualidades metalúrgicas que puede derivarse de un fúndente.
3. Una escoria que sustente y moldea el cordón de soldadura.
APLICACIONES PRINCIPALES
El proceso se emplea para soldar aceros al carbono y de baja aleación, aceros inoxidables y hierros colados. También sirve para soldar por puntos uniones traslapadas en láminas y placas, así como para revestimientos y deposición de superficies duras.
El tipo de FCAW que se use dependerá del tipo de electrodos de que se disponga, los requisitos de propiedades mecánicas de las uniones soldadas y los diseños de las uniones.
El método con escudo de gas puede servir para algunas aplicaciones que se unen mediante soldadura por arco de metal y gas.
En muchas aplicaciones, el principal atractivo de la soldadura por arco con núcleo de fundente, en comparación con la de arco de metal protegido, es la mayor productividad y están fácilmente accesibles para a pistola y el equipo de FCAW. Las ventajas consisten en tasas de deposición elevadas, factores de operación altos y mayores eficiencias de deposición (no se desechan “colillas” de electrodo).
EQUIPO
EQUIPO SEMIAUTOMÁTICO
El equipo básico para la soldadura por arco con núcleo de fundente, auto protegida y con escudo de gas es similar. La principal diferencia radica en el suministro y regulación del gas por el arco en la variante con escudo de gas. La fuente de potencia recomendada es la de CC de voltaje constante, similar a las que se usan para soldadura por arco de metal y gas. Esta fuente deberá ser capaz de trabajar en el nivel de corriente máximo requerido para la aplicación específica. La mayor parte de las aplicaciones semiautomáticas usa menos de 500 A.
EQUIPO AUTOMÁTICO
Para este tipo de operación se recomienda una fuente de potencia de CC de voltaje constante diseñada para un ciclo de trabajo del 100%. El tamaño de la fuente de potencia está determinado por la corriente que requiere el trabajo por realizar. Como pueden ser necesarios electrodos grades, tasas de alimentación de electrodo por fuerza tienen motores impulsores de mayor capacidad y componentes para trabajo más pesado que en equipo similar para operación semiautomática.
EQUIPO PARA PROTECCIÓN CON GAS
Al igual que los electrodos de GMAW y los de FCAW con escudo de gas requieren un gas protector además del fundente interno. Esto implica un suministro de gas, un regulador de presión, un dispositivo para medir el flujo y las mangueras y conectores necesarios. Los gases protectores provienen de cilindros, grupos de cilindros conectados con múltiples, o de tanques de gran volumen que se conecten mediante tuberías a estaciones de soldadura individuales.
MATERIALES
GASES PROTECTORES
Dióxido de Carbono
El dióxido de carbono (CO₂) es el gas protector mas utilizado para soldadura por arco con núcleo de fundente. Dos ventajas de este gas son su bajo costo y la penetración profunda que permite lograr.
Mezclas de Gases
La mezcla de uso más común en FCAW con escudo de gas consiste en 75% de argón y 25% de dióxido de carbono. El metal de soldadura depositado con esta mezcla suele tener mayor resistencia a la tensión y al vencimiento que el depositado con escudo de CO₂ puro. Si se suelda con esta mezcla, se logra un arco con transferencia tipo rocío.
Metales Base Soldados
La mayor parte de los aceros que se pueden solda4 con los procesos SMAW, GMAW O SAW se sueldan fácilmente empleando el proceso FCAW. Como ejemplos se pueden mencionar los siguientes aceros:
Electrodos
La soldadura por arco con núcleo de fundente debe buena parte de su flexibilidad a la amplia variedad de ingredientes que se pueden incluir en el núcleo de un electrodo Tubular.
El electrodo por lo regular consiste en una funda de acero de bajo carbono o de aleación que rodea un núcleo de materiales fundentes y de aleación. La composición del núcleo de fundente varía de acuerdo con la clasificación del electrodo y con el fabricante.
Las funciones primarias de los ingredientes del núcleo del fundente son las siguientes:
1. Conferir al metal de soldadura ciertas propiedades mecánicas, metalurgias y de resistencia a la corrosión mediante un ajuste de la composición química.
2. Promover la integridad del metal de soldadura protegiendo el metal fundido del oxigeno y el nitrógeno del aire.
3. Extraer impurezas del metal fundido mediante reacciones con el fundente.
4. Producir una cubierta de escoria que proteja el metal del aire durante la solidificación y que controle la forma y el aspecto del cordón de soldadura en las diferentes posiciones para las que es apropiado el electrodo.
5. Estabilizar el arco proporcionándole un camino eléctrico uniforme, para así reducir las salpicaduras y facilitar la deposición de cordones lisos, uniformes y del tamaño correcto.
CLASIFICACIÓN DE LOS ELECTRODO
Electrodo de Acero al Carbón
La mayor parte de los electrodos de acero al carbón para FCAW se clasifica dé acuerdo con los requisitos de la última edición de ANSI/AWS A 5.20,
El prefijo “E” indica un electrodo, al igual que en otros sistemas de clasificación de electrodos. El primer número se refiere a la resistencia mínima a la tensión antes de cualquier tratamiento post soldadura, en unidades de 10, 000 psi.
El segundo número indica las posiciones de soldadura para las que está diseñado el electrodo. En este caso el cero significa que el electrodo está diseñado para soldaduras de ranura y de filete planas y en posición horizontal.
Electrones de Acero de Baja Aleación
Los electrodos están diseñados para producir metales de soldadura depositados con composición química y propiedades mecánicas similares a las que se obtienen con electrodos de SMAW de acero de baja aleación.
Electrodos para recubrimientos
Estos electrodos ofrecen muchas de las ventajas de electrodos empleados para unir, pero no hay tanta estandarización de la composición química ni de las características de rendimiento del metal de soldadura.
Electrodo de Acero Inoxidable
Resistentes a la corrosión prescribe requisitos para los electrodos de acero al cromo y al cromo-níquel con núcleo de fúndente resistentes a la corrosión, mismos que se clasifican con base en la composición química del metal de soldadura depositado y el medio protector que se emplea durante la soldadura.
VENTAJAS DE FCAW.
La soldadura por arco con núcleo de fúndente tiene muchas ventajas en comparación con el proceso SMAW manual; además ofrece ciertas ventajas respecto a los procesos SAW y GMAW.
Las ventajas citadas pueden resumirse como sigue:
1. Depósitos de metal de soldadura de alta calidad
2. Excelente aspecto de la soldadura lisa y uniforme
3. Excelente perfil de las soldaduras de filete horizontales
4. Es posible soldar muchos aceros dentro de un intervalo de espesores amplio
5. Factor operativo elevado-fácil de mecanizar
6. Tasa de deposición alta-densidad de corriente elevada
7. Eficiencia de depósito del electrodo relativamente alta
8. Diseño de unión económicos en cuanto a su ingeniería
9. Arco visible-fácil de usar
10. No requiere tanta limpieza previa como GMAW
11. Produce menor distorsión que SMAW
12. Tasa de deposición hasta 4 veces mayor que con SMAW
13. Empleo de electrodos con de autoprotección hace innecesario el equipo para manipular fúndente o gas, y tolerar mejor las condiciones de movimiento brusco del aire que prevalecen en la construcción de exteriores.
Limitaciones de FCAW.
Las que siguen son algunas limitaciones de este aspecto.
1. El proceso FCAW actual está limitado a la soldadura de metales ferrosos y aleaciones con base de níquel.
2. El proceso produce una cubierta de escoria que es preciso eliminar.
3. El alambre de electrodo para FCAW cuesta más por unidad de peso que el alambre de electrodo solido, excepto en el caso de algunos aceros de alta aleación.
4. El equipo es más costoso y complejo que el que se requiere para SMAW; no obstante, el aumento en la productividad casi siempre compensa esto.
5. El alimentador de alambre y la fuente de potencia deben estar relativamente cerca del punto de soldadura.
6. En la versión con escudo de gas, el escudo externo puede sufrir efectos adversos por el viento y las corrientes de aire. Esto no es un problema con los electrodos auto protegidos, excepto cuando hay vientos muy fuertes, por que el escudo se genera en el extremo del electrodo, que es exactamente donde se requiere.
7. El equipo es mas complejo que el de SMAW, por lo que requiere mayor mantenimiento.
8. Se genera mayor cantidad de humos y vapores (en comparación con GMAW o SAW).
Las antorchas de GMAW sostienen el electrodo de tungsteno que transporta la corriente de soldadura al arco y conduce el gas protector a la zona de arco. La mayor parte de los sopletes están diseñados para manejar electrodos dentro de ciertos intervalos de tamaño y ciertos tamaños de boquillas.
ANTORCHAS ENFRIADAS POR GAS
Las antorchas enfriadas por gas eliminan el calor por medio del flujo del gas de protección relativamente frío, los sopletes enfriados por gas están limitados a una corriente de soldadura máxima de unos 200 amperes.
ANTORCHAS ENFRIADAS POR AGUA
Las antorchas enfriadas por agua eliminan el calor mediante el flujo continuo de agua a través de conductos interiores el agua de enfriamiento entra por la manguera de entrada y circula por toda la antorcha y de ahí a la manguera de salida. Por lo regular el cable de potencia es colocado en la manguera de salida del agua.
Las antorchas enfriadas por agua están diseñadas para usarse con corrientes de soldadura en un ciclo de trabajo continuo más alto que los de enfriamiento por gas de tamaño similar.
ELECTRODOS
En GTAW la palabra tungsteno se refiere al elemento tungsteno puro y a sus diferentes aleaciones de tungsteno empleadas como electrodos. Los electrodos de tungsteno son no consumibles si el proceso se emplea como es debido, ya que no se derrite ni se transfiere a la soldadura. El punto de fusión del tungsteno es 3,410 °C.
CLASIFICACION DE ELECTRODO EWP
Los electrodos de tungsteno puro (EWP contienen por lo menos 99.5% de tungsteno, y ningún elemento de aleación intencional. La capacidad d transporte de los electrodos d tungsteno puro es menor que la de los electrodos aleados. Los electrodos puros se emplean principalmente con CA para soldar aleaciones de aluminio y magnesio. La punta del electrodo mantiene un extremo limpio en forma de bola, que produce un arco bastante estable.
CLASIFICACION DE ELECTRODO EW Th
El resultado que los electrodos puedan manejar corrientes de soldadura más altas sin fallar, el óxido de torio es uno de sus aditivos. A fin de evitar problemas de identificación con estos y otros tipos de electrodos de tungsteno, se marcan con un código de colores. Hay dos tipos de electrodos de tungsteno con torio.
CLASIFICACION DE ELECTRODOS EW Ce
Los electrodos EWCe-2 son electrodos de tungsteno que contienen 2% de óxido de cerio (CeO2) llamada ceria.
CLASIFICACION DE LOS ELECTRODOS EW La
Estos electrodos contienen el 1% de óxido de lantano (La2O3), conocido como lantana. Las ventajas y características d esta operación de los electrodos es muy similar a la de los electrodos de tungsteno seriados.
CLASIFICACION DE LOS ELECTRODOS EW Zr
Estos electrodos tienen de característica de soldadura que generalmente están entre los electrodos de tungsteno puro y los de tungsteno con torio. Son los electrodos preferidos para soldar con CA porque combinan las características deseables de estabilidad y extremo de bola típico del electrodo de tungsteno puro con las características de capacidad de corriente y encendido del arco del tungsteno con torio.
TIPOS DE GASES DE PROTECCIÓN
El argón y el helio ó la mezcla de estos dos son los más comunes de gas inerte empleados como escudos de protección, dependiendo el volumen a utilizar estos gases pueden ser suministrados por cilindros o en tanques aislados.
ARGÓN
El argón grado de soldadura se refina hasta una pureza mínima del 99.95%. Esto es aceptable para soldar con GTAW, la mayor parte de los metales excepto los reactivos y los refractarios, para los cuales se requiere una pureza de 99.997%.
El argón se utiliza más ampliamente que el helio porque tiene las siguientes ventajas:
1. Acción de ardo más uniforme y silenciosa
2. Menor penetración
3. Acción de limpieza al soldar materiales como el aluminio y el magnesio
4. Menor costo y mayor disponibilidad
5. Buena protección con tazas de flujo más bajas.
6. Mayor resistencia a ráfagas transversales
7. Más facilidad d flujo de arco
La menor penetración de un arco con argón resulta especialmente útil soldar a mano materiales delgados, ya que se reduce la tendencia a una perforación excesiva. Esta característica representa una ventaja en soldaduras fuera de posición plana porque se reduce la tendencia del metal base a pandearse ó escurrir.
HELIO
El helio de grado soldadura se refina hasta una pureza de por lo menos 99.99%. Con valores fijos de corriente de soldadura y longitud de arco, el helio transfiere más calor al trabajo que el argón. El mayor poder de calefacción del arco de helio puede ser ventajoso al soldar metales con alta conductividad térmica y en aplicaciones de alta velocidad.
SELECCIÓN DE GAS DE PROTECCIÓN
No hay una regla fija para escoger un gas de protección para una aplicación en particular. En la mayor parte de las aplicaciones puede utilizarse el argón ¿, helio ó una mezcla de estos con la posible excepción de las soldaduras en materiales delgados, donde el argón es indispensable. En general, este gas produce un arco que opera de manera más uniforme y silenciosa, se maneja con mayor facilidad y es menor penetrante que un arco escudo con helio, el menor costo unitario y las tasas de flujo más bajas del argón hacen de este gas el preferido desde el punto de vista económico.
TASAS DE FLUJOS DE GAS RECOMENDADAS
Los requisitos de flujo de gas protector se basan en el diámetro de la copa, el tamaño del charco de la soldadura.
Se escoge un diámetro de boquilla apropiado para el tamaño del charco de soldadura el metal que se va a soldar. La tasa de flujo mínima está determinada por la necesidad de un chorro rígido que venza los efectos de calentamiento del arco y las corrientes de aire transversales.
5.4 SOLDADURA POR ARCO CON NÚCLEO DE FÚNDENTE (FCAW)
FUNDAMENTOS DEL PROCESO
La soldadura por arco con núcleo de fúndente Flux Cored Arc Welding (FCAW) es un proceso de soldadura por arco que aprovecha un arco entre un electrodo continuo de metal de aporte y el charco de soldadura. Este proceso se emplea con protección de el fúndente contenido dentro del electrodo tubular, con o sin un escudo adicional de gas de procedencia externa, y sin aplicación de presión.
El electrodo con núcleo de fúndente es un electrodo tubular de metal de aporte compuesto que consiste en una funda metálica y un núcleo con diversos materiales pulverizados. Durante la soldadura, se produce un manto de escoria abundante sobre la superficie de la franja de soldadura.
Normalmente, la soldadura por arco con núcleo de fúndente es un proceso semiautomático, aunque también se emplea para soldadura automática y mecanizada.
mecanizada.
CARACTERÍSTICAS
Los beneficios se obtienen al combinarse tres características generales:
1. La productividad de la soldadura de alambre continúo.
2. Las cualidades metalúrgicas que puede derivarse de un fúndente.
3. Una escoria que sustente y moldea el cordón de soldadura.
APLICACIONES PRINCIPALES
El proceso se emplea para soldar aceros al carbono y de baja aleación, aceros inoxidables y hierros colados. También sirve para soldar por puntos uniones traslapadas en láminas y placas, así como para revestimientos y deposición de superficies duras.
El tipo de FCAW que se use dependerá del tipo de electrodos de que se disponga, los requisitos de propiedades mecánicas de las uniones soldadas y los diseños de las uniones.
El método con escudo de gas puede servir para algunas aplicaciones que se unen mediante soldadura por arco de metal y gas.
En muchas aplicaciones, el principal atractivo de la soldadura por arco con núcleo de fundente, en comparación con la de arco de metal protegido, es la mayor productividad y están fácilmente accesibles para a pistola y el equipo de FCAW. Las ventajas consisten en tasas de deposición elevadas, factores de operación altos y mayores eficiencias de deposición (no se desechan “colillas” de electrodo).
EQUIPO
EQUIPO SEMIAUTOMÁTICO
El equipo básico para la soldadura por arco con núcleo de fundente, auto protegida y con escudo de gas es similar. La principal diferencia radica en el suministro y regulación del gas por el arco en la variante con escudo de gas. La fuente de potencia recomendada es la de CC de voltaje constante, similar a las que se usan para soldadura por arco de metal y gas. Esta fuente deberá ser capaz de trabajar en el nivel de corriente máximo requerido para la aplicación específica. La mayor parte de las aplicaciones semiautomáticas usa menos de 500 A.
EQUIPO AUTOMÁTICO
Para este tipo de operación se recomienda una fuente de potencia de CC de voltaje constante diseñada para un ciclo de trabajo del 100%. El tamaño de la fuente de potencia está determinado por la corriente que requiere el trabajo por realizar. Como pueden ser necesarios electrodos grades, tasas de alimentación de electrodo por fuerza tienen motores impulsores de mayor capacidad y componentes para trabajo más pesado que en equipo similar para operación semiautomática.
EQUIPO PARA PROTECCIÓN CON GAS
Al igual que los electrodos de GMAW y los de FCAW con escudo de gas requieren un gas protector además del fundente interno. Esto implica un suministro de gas, un regulador de presión, un dispositivo para medir el flujo y las mangueras y conectores necesarios. Los gases protectores provienen de cilindros, grupos de cilindros conectados con múltiples, o de tanques de gran volumen que se conecten mediante tuberías a estaciones de soldadura individuales.
MATERIALES
GASES PROTECTORES
Dióxido de Carbono
El dióxido de carbono (CO₂) es el gas protector mas utilizado para soldadura por arco con núcleo de fundente. Dos ventajas de este gas son su bajo costo y la penetración profunda que permite lograr.
Mezclas de Gases
La mezcla de uso más común en FCAW con escudo de gas consiste en 75% de argón y 25% de dióxido de carbono. El metal de soldadura depositado con esta mezcla suele tener mayor resistencia a la tensión y al vencimiento que el depositado con escudo de CO₂ puro. Si se suelda con esta mezcla, se logra un arco con transferencia tipo rocío.
Metales Base Soldados
La mayor parte de los aceros que se pueden solda4 con los procesos SMAW, GMAW O SAW se sueldan fácilmente empleando el proceso FCAW. Como ejemplos se pueden mencionar los siguientes aceros:
- Grados de acero al carbono, estructural y de recipiente de presión, como ASTM A 36, A 515 Y A 516.
- Grados de alta resistencia mecánica baja aleación, como ASTM A 440, A441, A 572 Y A 588.
- Aceros de aleación de alta resistencia mecánica, calmados y templado, como ASTM A 514, A 517 Y A 533.
- Acero s al cromo – molibdeno, como 1.25% Cr-0.5% Mo y 2.25%, Cr-1% Mo.
- Aceros inoxidables forjados resistentes a la corrosión, como los tipos ISI 304, 309, 316, 347, 410, 430 Y 502; también aceros inoxidables colados como los tipos ACI CF3 Y CF8.
- Acero al níquel, como ASTM A 203.
- Aceros de aleación resistentes a la abrasión, cuando su sueldan con metal de aporte que tiene una resistencia menos que la del acero que se suelda.
Electrodos
La soldadura por arco con núcleo de fundente debe buena parte de su flexibilidad a la amplia variedad de ingredientes que se pueden incluir en el núcleo de un electrodo Tubular.
El electrodo por lo regular consiste en una funda de acero de bajo carbono o de aleación que rodea un núcleo de materiales fundentes y de aleación. La composición del núcleo de fundente varía de acuerdo con la clasificación del electrodo y con el fabricante.
Las funciones primarias de los ingredientes del núcleo del fundente son las siguientes:
1. Conferir al metal de soldadura ciertas propiedades mecánicas, metalurgias y de resistencia a la corrosión mediante un ajuste de la composición química.
2. Promover la integridad del metal de soldadura protegiendo el metal fundido del oxigeno y el nitrógeno del aire.
3. Extraer impurezas del metal fundido mediante reacciones con el fundente.
4. Producir una cubierta de escoria que proteja el metal del aire durante la solidificación y que controle la forma y el aspecto del cordón de soldadura en las diferentes posiciones para las que es apropiado el electrodo.
5. Estabilizar el arco proporcionándole un camino eléctrico uniforme, para así reducir las salpicaduras y facilitar la deposición de cordones lisos, uniformes y del tamaño correcto.
CLASIFICACIÓN DE LOS ELECTRODO
Electrodo de Acero al Carbón
La mayor parte de los electrodos de acero al carbón para FCAW se clasifica dé acuerdo con los requisitos de la última edición de ANSI/AWS A 5.20,
El prefijo “E” indica un electrodo, al igual que en otros sistemas de clasificación de electrodos. El primer número se refiere a la resistencia mínima a la tensión antes de cualquier tratamiento post soldadura, en unidades de 10, 000 psi.
El segundo número indica las posiciones de soldadura para las que está diseñado el electrodo. En este caso el cero significa que el electrodo está diseñado para soldaduras de ranura y de filete planas y en posición horizontal.
Electrones de Acero de Baja Aleación
Los electrodos están diseñados para producir metales de soldadura depositados con composición química y propiedades mecánicas similares a las que se obtienen con electrodos de SMAW de acero de baja aleación.
Electrodos para recubrimientos
Estos electrodos ofrecen muchas de las ventajas de electrodos empleados para unir, pero no hay tanta estandarización de la composición química ni de las características de rendimiento del metal de soldadura.
Electrodo de Acero Inoxidable
Resistentes a la corrosión prescribe requisitos para los electrodos de acero al cromo y al cromo-níquel con núcleo de fúndente resistentes a la corrosión, mismos que se clasifican con base en la composición química del metal de soldadura depositado y el medio protector que se emplea durante la soldadura.
VENTAJAS DE FCAW.
La soldadura por arco con núcleo de fúndente tiene muchas ventajas en comparación con el proceso SMAW manual; además ofrece ciertas ventajas respecto a los procesos SAW y GMAW.
Las ventajas citadas pueden resumirse como sigue:
1. Depósitos de metal de soldadura de alta calidad
2. Excelente aspecto de la soldadura lisa y uniforme
3. Excelente perfil de las soldaduras de filete horizontales
4. Es posible soldar muchos aceros dentro de un intervalo de espesores amplio
5. Factor operativo elevado-fácil de mecanizar
6. Tasa de deposición alta-densidad de corriente elevada
7. Eficiencia de depósito del electrodo relativamente alta
8. Diseño de unión económicos en cuanto a su ingeniería
9. Arco visible-fácil de usar
10. No requiere tanta limpieza previa como GMAW
11. Produce menor distorsión que SMAW
12. Tasa de deposición hasta 4 veces mayor que con SMAW
13. Empleo de electrodos con de autoprotección hace innecesario el equipo para manipular fúndente o gas, y tolerar mejor las condiciones de movimiento brusco del aire que prevalecen en la construcción de exteriores.
Limitaciones de FCAW.
Las que siguen son algunas limitaciones de este aspecto.
1. El proceso FCAW actual está limitado a la soldadura de metales ferrosos y aleaciones con base de níquel.
2. El proceso produce una cubierta de escoria que es preciso eliminar.
3. El alambre de electrodo para FCAW cuesta más por unidad de peso que el alambre de electrodo solido, excepto en el caso de algunos aceros de alta aleación.
4. El equipo es más costoso y complejo que el que se requiere para SMAW; no obstante, el aumento en la productividad casi siempre compensa esto.
5. El alimentador de alambre y la fuente de potencia deben estar relativamente cerca del punto de soldadura.
6. En la versión con escudo de gas, el escudo externo puede sufrir efectos adversos por el viento y las corrientes de aire. Esto no es un problema con los electrodos auto protegidos, excepto cuando hay vientos muy fuertes, por que el escudo se genera en el extremo del electrodo, que es exactamente donde se requiere.
7. El equipo es mas complejo que el de SMAW, por lo que requiere mayor mantenimiento.
8. Se genera mayor cantidad de humos y vapores (en comparación con GMAW o SAW).
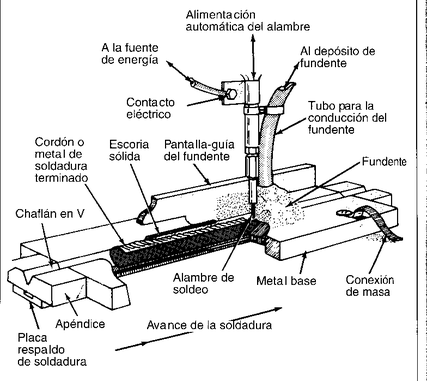
Entre los factores que determinan si conviene o no usar soldadura por arco sumergido están:
1. Composición química y las propiedades mecánicas que debe tener el depósito final.
2. El espesor del metal base que se va a soldar.
3. La accesibilidad de la unión.
4. La posición en que se va a soldar.
5. La frecuencia o a cantidad de soldadura que se van a efectuar.
METODOS GENERALES.
La soldadura por arco sumergido se puede aplicar en tres modos distintos: automáticos, semiautomáticos y mecanizado. En todos ellos es preciso colocar el trabajo de modo de que el fundente y el charco de soldadura permanezcan en su sitios hasta solidificarse.
EQUIPO
El equipo requerido para soldadura por arco sumergido consiste en
1. Una fuente de potencia.
2. Un sistema de suministro de electrodo.
3. Un sistema de distribución de fundente.
4. Un mecanismo de desplazamiento.
5. Un sistema de control de proceso.
El quipo opcional incluye sistemas de recuperación de fundente y equipo de posicionamiento o manipulación.
MATERIALES.
La soldadura por arco sumergido se emplea para fabricar ensambles de casi todos los materiales empleados en la actualidad, desde aceros al carbono “ordinarios” hasta aleaciones exóticas con base de níquel. La mayor partes de los aceros y aleaciones se pueden soldar fácilmente con alambres y fundentes comerciales, aunque algunos metales requieren de electrodos especiales de composición química y precisa y fundentes especiales diseñados para conferir a la unión soldada propiedades especificas.
METAL BASE.
Las que siguen son clases generales de metales base que se pueden soldar:
1. Aceros de carbono con contenido de carbono de hasta 0.29%
2. Aceros de baja aleación [con resistencia de hasta 100 Ksi (690MP)
3. Aceros al cromo-molibdeno (0.5 a 9% de Cr y 005 a 1% de Mo)
4. Aceros inoxidables.
5. Aleaciones con base de níquel
ELECTRODOS.
Los electrodos para arco sumergidos producen depósitos de soldadura que coinciden con los metales base del acero al carbono, aceros de baja aleación, aceros alto carbono, aceros de aleación especial, aceros inoxidables, aleaciones de níquel y aleaciones especiales para aplicaciones de recubrimiento. Estos electrodos se suministran como alambre solido desnudo y como electrodos compuestos por núcleo metálico (similares a los electrodos para soldadura por arco con núcleo fundente).
FUNDENTES
Los fundentes protegen el charco de soldadura de la atmosfera al cubrir el metal con escoria fundida (fundente fusionado). Los fundentes limpian el charco de soldadura, modifican la composición química del metal de soldadura e influyen en la forma que adquirirá el cordón de soldadura y en las propiedades mecánicas que tendrá. Los fundentes son compuestos minerales granulares que se mezclan de acuerdo con diversas formulaciones.
Electrodos y Fundentes de Acero al Carbono.
Los fundentes se clasifican con base en las propiedades del metal de soldadura que se obtiene cuando se usan electrodos específicos. En el esquema siguiente se muestra el sistema de clasificación para las combinaciones fundente-electrodo.
Los fundentes se clasifican con base en la composición química y en las propiedades mecánicas del metal de soldadura depositado con un electrodo de una clasificación especifica.
Los fabricantes de consumibles para SAW producen combinaciones del electrodo/fundente formuladas para satisfacer requisitos específicos de propiedades químicas y mecánicas y de condiciones de solubilidad. Al seleccionar los consumibles para SAW, conviene tener presentes los siguientes aspectos:
1. Conveniencia de escoger un fundente “neutral” o “activo”. Un fundente neutral añade pocos elementos de aleación o ninguno, al depósito de soldadura, en tanto que un fundente activo agrega elementos de aleación al metal de soldadura depositado.
2. Si los fundentes que se están considerando tienen una composición química débilmente equilibrada para usarse con una clasificación de electrodo dada.
3. Los requisitos de propiedades mecánicas exigidos. Esto incluye las propiedades de impacto CVN, así como la resistencia mecánica y la ductilidad del depósito resultante.
4. Aplicabilidad de una combinación electrodo/fundente dada, lo que incluye la capacidad para mojar las paredes de la unión sin socavamiento ni traslape en frio, la capacidad para soldar sobre hollín e incrustaciones y la facilidad de eliminación de la escoria.
ELECTRODOS Y FUNDENTES PARA ACEROS DE BAJA ALEACION.
El metal de soldadura de acero de baja aleación puede depositarse con electrodos sólidos de acero de aleación, fundentes que contienen los elementos de aleación y los electrodos compuestos cuyo núcleo contiene los elementos de aleación. Los electrodos de acero de aleación y los electrodos compuestos normalmente se sueldan bajo un fundente neutral. Los fundentes con elementos de aleación generalmente se usan con electrodos de acero al carbono para depositar metal de soldadura aleado.
ELECTRODOS Y FUNDENTES DE ACERO INOXIDABLE.
Los electrodos de alambre solido se clasifican con base en su composición química de fábrica, y los electrodos compuestos, con base en el análisis químico de una muestra fusionada.
VARIABLES DE OPERACIÓN.
El control de las variables de operación en la soldadura por arco sumergido es indispensable para obtener tasas de producción elevadas y soldaduras de buena calidad. Estas variables, en orden aproximado de importancia, son las siguientes:
1. Amperaje de soldadura.
2. Tipo de fundente y distribución de partículas.
3. Voltaje de soldadura.
4. Velocidad de soldadura.
5. Tamaño del electrodo.
6. Extensión del electrodo.
7. Tipo de electrodo.
8. Anchura y espesor de la capa de fundente.
El operador debe saber qué efecto tienen las variables sobre la acción de la soldadura y como deben ejecutarse.
5.6 PROCESO DE SOLDADURA MANUAL POR ARCO (MMA)
La soldadura submarina se puede dividir en dos tipos:
Soldadura seca.
Con este término se conoce a la aplicación de soldadura que es realizada dentro de un ambiente que permite que la superficie donde se realice la unión soldada se encuentre libre de humedad.
Este tipo de soldadura puede ser realizada en varias formas:
Soldadura Húmeda.
La soldadura húmeda es realizada a presiones ambientales con el buzo soldador en el agua y sin ninguna barrera mecánica entre el agua y el arco de soldadura. La simplicidad del proceso hace posible soldar incluso estructuras de complejas geometrías. La técnica de soldadura húmeda mas comúnmente utilizada es la soldadura manual por arco eléctrico (MMA) y soldadura por arco eléctrico con núcleo fundente. La soldadura húmeda con electrodos recubiertos es considerada como el método más barato y versátil en las operaciones en ambientes marinos.
En ambientes submarinos la velocidad de enfriamiento en la soldadura húmeda es mucho más alta que aquellas para soldadura seca. Esto causa una pérdida de ductilidad del metal soldado y de la zona afectada por el calor.
1. Composición química y las propiedades mecánicas que debe tener el depósito final.
2. El espesor del metal base que se va a soldar.
3. La accesibilidad de la unión.
4. La posición en que se va a soldar.
5. La frecuencia o a cantidad de soldadura que se van a efectuar.
METODOS GENERALES.
La soldadura por arco sumergido se puede aplicar en tres modos distintos: automáticos, semiautomáticos y mecanizado. En todos ellos es preciso colocar el trabajo de modo de que el fundente y el charco de soldadura permanezcan en su sitios hasta solidificarse.
EQUIPO
El equipo requerido para soldadura por arco sumergido consiste en
1. Una fuente de potencia.
2. Un sistema de suministro de electrodo.
3. Un sistema de distribución de fundente.
4. Un mecanismo de desplazamiento.
5. Un sistema de control de proceso.
El quipo opcional incluye sistemas de recuperación de fundente y equipo de posicionamiento o manipulación.
MATERIALES.
La soldadura por arco sumergido se emplea para fabricar ensambles de casi todos los materiales empleados en la actualidad, desde aceros al carbono “ordinarios” hasta aleaciones exóticas con base de níquel. La mayor partes de los aceros y aleaciones se pueden soldar fácilmente con alambres y fundentes comerciales, aunque algunos metales requieren de electrodos especiales de composición química y precisa y fundentes especiales diseñados para conferir a la unión soldada propiedades especificas.
METAL BASE.
Las que siguen son clases generales de metales base que se pueden soldar:
1. Aceros de carbono con contenido de carbono de hasta 0.29%
2. Aceros de baja aleación [con resistencia de hasta 100 Ksi (690MP)
3. Aceros al cromo-molibdeno (0.5 a 9% de Cr y 005 a 1% de Mo)
4. Aceros inoxidables.
5. Aleaciones con base de níquel
ELECTRODOS.
Los electrodos para arco sumergidos producen depósitos de soldadura que coinciden con los metales base del acero al carbono, aceros de baja aleación, aceros alto carbono, aceros de aleación especial, aceros inoxidables, aleaciones de níquel y aleaciones especiales para aplicaciones de recubrimiento. Estos electrodos se suministran como alambre solido desnudo y como electrodos compuestos por núcleo metálico (similares a los electrodos para soldadura por arco con núcleo fundente).
FUNDENTES
Los fundentes protegen el charco de soldadura de la atmosfera al cubrir el metal con escoria fundida (fundente fusionado). Los fundentes limpian el charco de soldadura, modifican la composición química del metal de soldadura e influyen en la forma que adquirirá el cordón de soldadura y en las propiedades mecánicas que tendrá. Los fundentes son compuestos minerales granulares que se mezclan de acuerdo con diversas formulaciones.
Electrodos y Fundentes de Acero al Carbono.
Los fundentes se clasifican con base en las propiedades del metal de soldadura que se obtiene cuando se usan electrodos específicos. En el esquema siguiente se muestra el sistema de clasificación para las combinaciones fundente-electrodo.
Los fundentes se clasifican con base en la composición química y en las propiedades mecánicas del metal de soldadura depositado con un electrodo de una clasificación especifica.
Los fabricantes de consumibles para SAW producen combinaciones del electrodo/fundente formuladas para satisfacer requisitos específicos de propiedades químicas y mecánicas y de condiciones de solubilidad. Al seleccionar los consumibles para SAW, conviene tener presentes los siguientes aspectos:
1. Conveniencia de escoger un fundente “neutral” o “activo”. Un fundente neutral añade pocos elementos de aleación o ninguno, al depósito de soldadura, en tanto que un fundente activo agrega elementos de aleación al metal de soldadura depositado.
2. Si los fundentes que se están considerando tienen una composición química débilmente equilibrada para usarse con una clasificación de electrodo dada.
3. Los requisitos de propiedades mecánicas exigidos. Esto incluye las propiedades de impacto CVN, así como la resistencia mecánica y la ductilidad del depósito resultante.
4. Aplicabilidad de una combinación electrodo/fundente dada, lo que incluye la capacidad para mojar las paredes de la unión sin socavamiento ni traslape en frio, la capacidad para soldar sobre hollín e incrustaciones y la facilidad de eliminación de la escoria.
ELECTRODOS Y FUNDENTES PARA ACEROS DE BAJA ALEACION.
El metal de soldadura de acero de baja aleación puede depositarse con electrodos sólidos de acero de aleación, fundentes que contienen los elementos de aleación y los electrodos compuestos cuyo núcleo contiene los elementos de aleación. Los electrodos de acero de aleación y los electrodos compuestos normalmente se sueldan bajo un fundente neutral. Los fundentes con elementos de aleación generalmente se usan con electrodos de acero al carbono para depositar metal de soldadura aleado.
ELECTRODOS Y FUNDENTES DE ACERO INOXIDABLE.
Los electrodos de alambre solido se clasifican con base en su composición química de fábrica, y los electrodos compuestos, con base en el análisis químico de una muestra fusionada.
VARIABLES DE OPERACIÓN.
El control de las variables de operación en la soldadura por arco sumergido es indispensable para obtener tasas de producción elevadas y soldaduras de buena calidad. Estas variables, en orden aproximado de importancia, son las siguientes:
1. Amperaje de soldadura.
2. Tipo de fundente y distribución de partículas.
3. Voltaje de soldadura.
4. Velocidad de soldadura.
5. Tamaño del electrodo.
6. Extensión del electrodo.
7. Tipo de electrodo.
8. Anchura y espesor de la capa de fundente.
El operador debe saber qué efecto tienen las variables sobre la acción de la soldadura y como deben ejecutarse.
5.6 PROCESO DE SOLDADURA MANUAL POR ARCO (MMA)
La soldadura submarina se puede dividir en dos tipos:
- Soldadura seca.
- Soldadura húmeda.
Soldadura seca.
Con este término se conoce a la aplicación de soldadura que es realizada dentro de un ambiente que permite que la superficie donde se realice la unión soldada se encuentre libre de humedad.
Este tipo de soldadura puede ser realizada en varias formas:
- Soldadura en hábitat seco: realizada en un ambiente de presión de agua en una cámara de gran tamaño que le permite al buzo especialista encontrarse en un ambiente totalmente seco, lo cual implica que el especialista pueda trabajar sien el traje de buceo puesto. Para desalojar el agua de la cámara es inyectado gas a gran presión dentro del hábitat.
- Soldadura de cámara seca: en esta aplicación el espacio en el que se encuentra el área a ser soldada se encuentra seca, el especialista coloca la cabeza y hombros dentro de la cámara para realizar la aplicación, en este caso el buzo mantiene su equipo de buceo completo.
- Soldadura de punto seco: para esta aplicación de desaloja el agua por medio de gas, adecuando un pequeño espacio donde el especialista soldador introduce el brazo para realizar la operación de soldadura.
- Soldadura automatizada: este tipo de soldadura es realizada con dispositivos controlados de forma remota, los cuales se acoplan a la pieza a ser soldada, desalojando el agua de la superficie a unir y aplicando el depósito de soldadura sin la participación directa del personal.
Soldadura Húmeda.
La soldadura húmeda es realizada a presiones ambientales con el buzo soldador en el agua y sin ninguna barrera mecánica entre el agua y el arco de soldadura. La simplicidad del proceso hace posible soldar incluso estructuras de complejas geometrías. La técnica de soldadura húmeda mas comúnmente utilizada es la soldadura manual por arco eléctrico (MMA) y soldadura por arco eléctrico con núcleo fundente. La soldadura húmeda con electrodos recubiertos es considerada como el método más barato y versátil en las operaciones en ambientes marinos.
En ambientes submarinos la velocidad de enfriamiento en la soldadura húmeda es mucho más alta que aquellas para soldadura seca. Esto causa una pérdida de ductilidad del metal soldado y de la zona afectada por el calor.
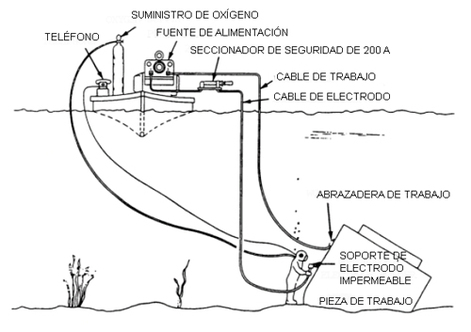
Uno de los equipos de apoyo para investigación del proceso de soldadura manual por arco son los contenedores a presión especialmente diseñados para simular las condiciones de soldadura submarina
Procesos no convencionales de soldadura Submarina.
Soldadura hiperbárica.
La soldadura submarina hiperbárica es realizada por buzos o equipos instalados por buzos en un hábitat seco, el cual esta sellado sobre una pieza a trabajar y es llenado por una mezcla respirable de gas helio y oxigeno, a una presión igual o levemente superior que la presión absoluta donde la soldadura se llevara a cabo. Este proceso es extensamente utilizado para unir tuberías de aceite en plataformas petroleras y para reparaciones subacuáticas en plataformas. El área bajo el piso del hábitat es abierto al agua, de este modo la soldadura es realizada en seco, soportando la presión hidrostática de el mar que rodea el hábitat.
Los procesos de soldadura hiperbárica generalmente usados son el TIG (Tungsten Inert Gas) y el MMA (Manual Metal Arc o soldadura manual por arco).
El proceso de soldadura TIG es utilizado, normalmente, como una técnica para realizar la primera pasada, llamada raíz y algunas pasadas subsecuentes se hacen con el proceso manual de soldadura. El TIG es también el método usado por robots totalmente mecanizados para soldaduras de orbita hiperbárica.
En este proceso, un arco eléctrico es mantenido entre un electrodo de tungsteno no consumible y el baño de metal fundido. Se agrega por separado una varilla de alambre. El electrodo, arco y baño de fusión son protegidos por un chorro de gases inertes, normalmente argón o una mezcla de argón-helio.
La soldadura TIG es usada para ambos procesos de soldadura hiperbárica, manual y mecanizado. El proceso manual TIG ha sido desarrollado en operaciones experimentales a 450 metros de profundidad. El proceso mecanizado TIG fue perfeccionado para mayores profundidades pero es imposible que este sistema sea operable en profundidades de más de 1000 metros.
El voltaje del arco se incrementa conforme el aumento de la presión. La presión también afecta la penetración de la soldadura y la forma del arco, al cual tiende a cambiar de su normal forma de campana a parecerse a una columna angosta. La penetración se hace algo más profunda y más angosta.
El TIG es un proceso protegido por un gas inerte y en consecuencia no existen cambios significativos la química del metal fundido al incrementarse la presión.
El voltaje del arco se incrementa proporcionalmente con el aumento de la presión y el arco se hace menos estable. Esto requiere mayor destreza del buzo soldador a esas grandes profundidades.
El tiempo de fusionado de los electrodos se reduce, se consumen más rápidamente con el incremento de la presión en el área de trabajo. Este incremento se hace más significativo a partir de los 0 a 35 metros de profundidad.
Los contenidos de carbono y el oxigeno del metal soldado con MMA hiperbárica tiende a incrementarse con el aumento de la presión y esto tiene un efecto perjudicial en la resistencia del trabajo. El hidrogeno originado de las pizcas de agua presentes en el recubrimiento del electrodo es mayormente absorbido por el metal soldado a grandes profundidades. La composición del medio ambiente del hábitat, en particular las concentraciones de nitrógeno y oxigeno pueden afectar la dureza de la soldadura con el proceso MMA. Esta es una de las razones por las que a menudo se emplea un ambiente de helio – oxigeno en el hábitat hiperbárico, aun en profundidades moderadas en el rango del buceo con aire comprimido.
Soldadura por fricción húmeda.
La soldadura por fricción es un método de soldadura que aprovecha el calor generado por la fricción mecánica entre dos piezas en movimiento. Es utilizada para unir dos piezas, aun cuando una de ellas por lo menos sea de igual o distinta naturaleza. El principio de funcionamiento consiste en que la pieza de revolución gira en un movimiento de rotación fijo o variable alrededor de su eje longitudinal y se asienta sobre la otra pieza, o bien utilizando una punta de contacto que gira sobre su propio eje a lo largo de la ranura de las piezas a unir, cuando la cantidad de calor producida por rozamiento es suficiente para llevar a las piezas a la temperatura de soldadura, se detiene bruscamente el movimiento y se ejerce un empuje el cual produce la soldadura por interpenetración granular.
5.7 PROCESOS DE CORTE
5.7.1 CORTE CON GAS OXICOMBUSTIBLE (OFC)
DEFINICION
Los procesos de corte con gas oxicombustible (OFC) separan o eliminan metal mediante la reacción química del oxigeno con el metal a temperaturas elevadas, la temperatura de mantiene con una flama de gas combustible que arde con oxigeno.
PRINCIPIOS DE FUNCIONAMIENTO
Este proceso de corte con gas oxicombustible utiliza un soplete con boquilla para producir flamas de precalentamiento mediante la mezcla de gas y oxigeno en las proporciones correctas y suministrando un chorro concentrado de oxigeno de alta pureza a la zona de reacción.
El oxigeno oxida el metal caliente y también hace saltar los productos de reacción fundidos eliminándolos del corte. El soplete puede moverse a mano o con un carro mecanizado.
OXIGENO
El oxigeno empleado para las operaciones de corte debe tener una pureza del 99.5% o superior, pues las impurezas reducen la eficiencia de la operación de corte.
La función de las flamas de precalentamiento durante la operación de corte son:
1. Elevar la temperatura del acero hasta el punto de ignición.
2. Agregar energía calorífica para mantener la reacción de corte.
3. Crear un escudo protector entre el chorro de oxigeno de corte y la atmosfera.
4. Eliminar el hollín, pinturas y sustancias extrañas que impiden el corte.
VENTAJAS
1. Los aceros pueden cortarse con rapidez.
2. Las secciones con formas y espesores que resulta muy difícil producir por medios mecánicos se pueden cortar con este proceso.
3. Los costos del equipo de OFC manual son bajos en comparación de otros.
4. El equipo de OFC manual es portátil y puede usarse en campo.
5. La dirección del corte puede cambiarse rápidamente y con un radio de giro pequeño.
6. Es posible cortar placas grandes en el lugar donde están moviendo el soplete.
7. El OFC es un método económico de preparación de los bordes de las placas para los diseños de uniones en bisel y ranuras para soldadura.
DESVENTAJAS
1. Las tolerancias dimensionales son bastante más deficientes que las logradas con maquinas y herramientas.
2. Esta limitado a el corte colado, aceros y titanio.
3. Las flamas de precalentamiento y la escoria al rojo vivo que sale despedida representa riegos de incendio y quemaduras para la planta y el personal.
4. La quema de combustible y la oxidación del metal requieren de un control de emisiones apropiado y una ventilación adecuada.
5. Los aceros endurecidos pueden requerir precalentamiento, postcalentamiento o ambas cosas para controlar sus estructuras metalúrgicas y propiedades mecánicas en la vecindad de los bordes cortados.
6. Se requieren modificaciones especiales del proceso para el corte OFC de hierros colados y aceros de alta alecacion.
1.7.2 CORTE CON ACERO DE CARBONO CAC-A
DEFINICION
En el proceso de corte con arco de carbono y aire (Carbon Arc Cutting – Air), el intenso calor del acero entre un electrodo de carbón y grafito y la pieza de trabajo derrite una porción de esta última. Al mismo tiempo se hace pasar por el arco un chorro de aire con velocidad y volumen suficientes para que el material fundido salga despedido.
Se ha usado con éxito el proceso en aceros al carbono e inoxidables y muchas aleaciones de cobre y hierros colados.
EQUIPO
El proceso requiere un porta electrodos de corte, fuente de potencia y un suministro de aire.
Sopletes
Los porta electrodos de CAC – A manuales son similares a los porta electrodos convencionales de trabajo pesado para SMAW.
Electrodos
Su forma normalmente es redonda, aunque existen electrodos planos y semirredondos, para producir surcos rectangulares. Los tipos de electrodos usados en el proceso de CAC-A son:
1. Electrodos recubiertos de Cobre para cc
2. Electrodos simples para cc
3. Electrodos cubiertos para ca
Fuentes de Potencia
Casi todas las fuentes de potencia para soldadura estándar se pueden usar para el proceso de corte con arco de carbono y aire.
Los voltajes de arco empleados en el corte y acanalado con arco de carbono y aire van desde 35 V hasta 55 V.
5.7.3 Corte con Arco de Plasma PAC
Definición
El proceso de corte con arco de plasma (Plasma Arc Cutting) separa metal empleando un arco costriñido para fundir un área localizada de la pieza de trabajo, que al mismo tiempo elimine el material derretido con un chorro de alta velocidad de gas ionizado que sale por el orificio de constricción.
Los arcos de plasma operan a temperaturas de 10000°C a 14000°C.
Ventajas
1. El peso del equipo es menor que los procesos de corte mecánico.
2. En comparación con el proceso OFC el proceso de corte con plasma utiliza temperaturas de corte mayores, lo que permite velocidades de corte más rápidas.
3. El PAC tiene la ventaja de iniciarse inmediatamente sin necesidad de precalentamiento.
Desventajas
1. En comparación con la mayor parte de los métodos de corte mecánicos presenta peligros como incendios, choque eléctrico, luz intensa, humo, gases y niveles de ruidos excesivos.
2. Es difícil controlar con tanta precisión como algunos procesos mecánicos. Para trabajos con tolerancia estrechas.
3. El equipo es más costoso y requiere cantidades grandes de energía eléctrica y presenta peligros de choque eléctrico.
Entre los gases que se usan para el corte con arco de plasma están el nitrógeno argón, aire, oxígeno y mezclas de nitrógeno-hidrogeno y argón-hidrogeno. Para iniciar el arco de corte se emplean uno de los siguientes dos métodos:
1. Arranque con arco piloto
Consiste en hacer saltar una chispa de alta frecuencia entre el electrodo y la punta del soplete, el arco piloto se establece en el trayecto ionizado resultante.
2. Arranque por retracción del electrodo
Los sopletes de arranque por retracción tienen una punta o electrodo móvil de modo que la punta y el electrodo puedan estar momentáneamente en corto circuito y luego separarse o retrasarse para establecer el arco de corte.
Procesos no convencionales de soldadura Submarina.
Soldadura hiperbárica.
La soldadura submarina hiperbárica es realizada por buzos o equipos instalados por buzos en un hábitat seco, el cual esta sellado sobre una pieza a trabajar y es llenado por una mezcla respirable de gas helio y oxigeno, a una presión igual o levemente superior que la presión absoluta donde la soldadura se llevara a cabo. Este proceso es extensamente utilizado para unir tuberías de aceite en plataformas petroleras y para reparaciones subacuáticas en plataformas. El área bajo el piso del hábitat es abierto al agua, de este modo la soldadura es realizada en seco, soportando la presión hidrostática de el mar que rodea el hábitat.
Los procesos de soldadura hiperbárica generalmente usados son el TIG (Tungsten Inert Gas) y el MMA (Manual Metal Arc o soldadura manual por arco).
El proceso de soldadura TIG es utilizado, normalmente, como una técnica para realizar la primera pasada, llamada raíz y algunas pasadas subsecuentes se hacen con el proceso manual de soldadura. El TIG es también el método usado por robots totalmente mecanizados para soldaduras de orbita hiperbárica.
En este proceso, un arco eléctrico es mantenido entre un electrodo de tungsteno no consumible y el baño de metal fundido. Se agrega por separado una varilla de alambre. El electrodo, arco y baño de fusión son protegidos por un chorro de gases inertes, normalmente argón o una mezcla de argón-helio.
La soldadura TIG es usada para ambos procesos de soldadura hiperbárica, manual y mecanizado. El proceso manual TIG ha sido desarrollado en operaciones experimentales a 450 metros de profundidad. El proceso mecanizado TIG fue perfeccionado para mayores profundidades pero es imposible que este sistema sea operable en profundidades de más de 1000 metros.
El voltaje del arco se incrementa conforme el aumento de la presión. La presión también afecta la penetración de la soldadura y la forma del arco, al cual tiende a cambiar de su normal forma de campana a parecerse a una columna angosta. La penetración se hace algo más profunda y más angosta.
El TIG es un proceso protegido por un gas inerte y en consecuencia no existen cambios significativos la química del metal fundido al incrementarse la presión.
El voltaje del arco se incrementa proporcionalmente con el aumento de la presión y el arco se hace menos estable. Esto requiere mayor destreza del buzo soldador a esas grandes profundidades.
El tiempo de fusionado de los electrodos se reduce, se consumen más rápidamente con el incremento de la presión en el área de trabajo. Este incremento se hace más significativo a partir de los 0 a 35 metros de profundidad.
Los contenidos de carbono y el oxigeno del metal soldado con MMA hiperbárica tiende a incrementarse con el aumento de la presión y esto tiene un efecto perjudicial en la resistencia del trabajo. El hidrogeno originado de las pizcas de agua presentes en el recubrimiento del electrodo es mayormente absorbido por el metal soldado a grandes profundidades. La composición del medio ambiente del hábitat, en particular las concentraciones de nitrógeno y oxigeno pueden afectar la dureza de la soldadura con el proceso MMA. Esta es una de las razones por las que a menudo se emplea un ambiente de helio – oxigeno en el hábitat hiperbárico, aun en profundidades moderadas en el rango del buceo con aire comprimido.
Soldadura por fricción húmeda.
La soldadura por fricción es un método de soldadura que aprovecha el calor generado por la fricción mecánica entre dos piezas en movimiento. Es utilizada para unir dos piezas, aun cuando una de ellas por lo menos sea de igual o distinta naturaleza. El principio de funcionamiento consiste en que la pieza de revolución gira en un movimiento de rotación fijo o variable alrededor de su eje longitudinal y se asienta sobre la otra pieza, o bien utilizando una punta de contacto que gira sobre su propio eje a lo largo de la ranura de las piezas a unir, cuando la cantidad de calor producida por rozamiento es suficiente para llevar a las piezas a la temperatura de soldadura, se detiene bruscamente el movimiento y se ejerce un empuje el cual produce la soldadura por interpenetración granular.
5.7 PROCESOS DE CORTE
5.7.1 CORTE CON GAS OXICOMBUSTIBLE (OFC)
DEFINICION
Los procesos de corte con gas oxicombustible (OFC) separan o eliminan metal mediante la reacción química del oxigeno con el metal a temperaturas elevadas, la temperatura de mantiene con una flama de gas combustible que arde con oxigeno.
PRINCIPIOS DE FUNCIONAMIENTO
Este proceso de corte con gas oxicombustible utiliza un soplete con boquilla para producir flamas de precalentamiento mediante la mezcla de gas y oxigeno en las proporciones correctas y suministrando un chorro concentrado de oxigeno de alta pureza a la zona de reacción.
El oxigeno oxida el metal caliente y también hace saltar los productos de reacción fundidos eliminándolos del corte. El soplete puede moverse a mano o con un carro mecanizado.
OXIGENO
El oxigeno empleado para las operaciones de corte debe tener una pureza del 99.5% o superior, pues las impurezas reducen la eficiencia de la operación de corte.
La función de las flamas de precalentamiento durante la operación de corte son:
1. Elevar la temperatura del acero hasta el punto de ignición.
2. Agregar energía calorífica para mantener la reacción de corte.
3. Crear un escudo protector entre el chorro de oxigeno de corte y la atmosfera.
4. Eliminar el hollín, pinturas y sustancias extrañas que impiden el corte.
VENTAJAS
1. Los aceros pueden cortarse con rapidez.
2. Las secciones con formas y espesores que resulta muy difícil producir por medios mecánicos se pueden cortar con este proceso.
3. Los costos del equipo de OFC manual son bajos en comparación de otros.
4. El equipo de OFC manual es portátil y puede usarse en campo.
5. La dirección del corte puede cambiarse rápidamente y con un radio de giro pequeño.
6. Es posible cortar placas grandes en el lugar donde están moviendo el soplete.
7. El OFC es un método económico de preparación de los bordes de las placas para los diseños de uniones en bisel y ranuras para soldadura.
DESVENTAJAS
1. Las tolerancias dimensionales son bastante más deficientes que las logradas con maquinas y herramientas.
2. Esta limitado a el corte colado, aceros y titanio.
3. Las flamas de precalentamiento y la escoria al rojo vivo que sale despedida representa riegos de incendio y quemaduras para la planta y el personal.
4. La quema de combustible y la oxidación del metal requieren de un control de emisiones apropiado y una ventilación adecuada.
5. Los aceros endurecidos pueden requerir precalentamiento, postcalentamiento o ambas cosas para controlar sus estructuras metalúrgicas y propiedades mecánicas en la vecindad de los bordes cortados.
6. Se requieren modificaciones especiales del proceso para el corte OFC de hierros colados y aceros de alta alecacion.
1.7.2 CORTE CON ACERO DE CARBONO CAC-A
DEFINICION
En el proceso de corte con arco de carbono y aire (Carbon Arc Cutting – Air), el intenso calor del acero entre un electrodo de carbón y grafito y la pieza de trabajo derrite una porción de esta última. Al mismo tiempo se hace pasar por el arco un chorro de aire con velocidad y volumen suficientes para que el material fundido salga despedido.
Se ha usado con éxito el proceso en aceros al carbono e inoxidables y muchas aleaciones de cobre y hierros colados.
EQUIPO
El proceso requiere un porta electrodos de corte, fuente de potencia y un suministro de aire.
Sopletes
Los porta electrodos de CAC – A manuales son similares a los porta electrodos convencionales de trabajo pesado para SMAW.
Electrodos
Su forma normalmente es redonda, aunque existen electrodos planos y semirredondos, para producir surcos rectangulares. Los tipos de electrodos usados en el proceso de CAC-A son:
1. Electrodos recubiertos de Cobre para cc
2. Electrodos simples para cc
3. Electrodos cubiertos para ca
Fuentes de Potencia
Casi todas las fuentes de potencia para soldadura estándar se pueden usar para el proceso de corte con arco de carbono y aire.
Los voltajes de arco empleados en el corte y acanalado con arco de carbono y aire van desde 35 V hasta 55 V.
5.7.3 Corte con Arco de Plasma PAC
Definición
El proceso de corte con arco de plasma (Plasma Arc Cutting) separa metal empleando un arco costriñido para fundir un área localizada de la pieza de trabajo, que al mismo tiempo elimine el material derretido con un chorro de alta velocidad de gas ionizado que sale por el orificio de constricción.
Los arcos de plasma operan a temperaturas de 10000°C a 14000°C.
Ventajas
1. El peso del equipo es menor que los procesos de corte mecánico.
2. En comparación con el proceso OFC el proceso de corte con plasma utiliza temperaturas de corte mayores, lo que permite velocidades de corte más rápidas.
3. El PAC tiene la ventaja de iniciarse inmediatamente sin necesidad de precalentamiento.
Desventajas
1. En comparación con la mayor parte de los métodos de corte mecánicos presenta peligros como incendios, choque eléctrico, luz intensa, humo, gases y niveles de ruidos excesivos.
2. Es difícil controlar con tanta precisión como algunos procesos mecánicos. Para trabajos con tolerancia estrechas.
3. El equipo es más costoso y requiere cantidades grandes de energía eléctrica y presenta peligros de choque eléctrico.
Entre los gases que se usan para el corte con arco de plasma están el nitrógeno argón, aire, oxígeno y mezclas de nitrógeno-hidrogeno y argón-hidrogeno. Para iniciar el arco de corte se emplean uno de los siguientes dos métodos:
1. Arranque con arco piloto
Consiste en hacer saltar una chispa de alta frecuencia entre el electrodo y la punta del soplete, el arco piloto se establece en el trayecto ionizado resultante.
2. Arranque por retracción del electrodo
Los sopletes de arranque por retracción tienen una punta o electrodo móvil de modo que la punta y el electrodo puedan estar momentáneamente en corto circuito y luego separarse o retrasarse para establecer el arco de corte.
Aplicaciones
La primera aplicación comercial de corte con arco de plasma fue el corte mecanizado de escotillas de acceso en carros tanque de aluminio para ferrocarril. El corte manual con arco de plasma se utiliza ampliamente en la reparación de carrocerías de automóvil para cortar acero de baja aleación de alta resistencia HSLA. La aplicación principal del corte mecanizado con arco de plasma de acero al carbono es con espesores de hasta 13mm.
Calidad de Corte
Los factores que se consideran al evaluar la calidad de corte incluyen la tersura de la superficie, el ancho del corte, la adherencia de escoria y lo recto del borde superior. Estos factores son afectados por el tipo de material que se corta, el equipo que se emplea y las condiciones de corte.
5.7.4 Corte con Rayo Láser (LBC)
Introducción
El corte con rayo láser (Laser Beam Cutting) es un proceso de corte térmico que separa material mediante fusión o vaporización local con el calor de un rayo láser. Este proceso se usa con o sin gas auxiliar que ayuda a retirar el material fundido o vaporizado.
El corte con láser tiene la ventaja de alta velocidad, cortes de ancho reducido, bordes de alta calidad, baja entrada de calor y distorsión mínima de la pieza es un proceso de fácil automatización que puede cortar casi cualquier metal la geometría del trabajo se puede modificar, no hay desgaste de herramienta y no se requieren operaciones de acabado.
Principios
El proceso de corte utiliza láser de pulsos o continúo como fuente primaria de energía y son muchos los factores en el corte con láser.
El proceso de corte con rayo láser requiere la acción simultanea de un rayo láser enfocado con una densidad de potencia mayor de 104 W/mm2 y un chorro de gas auxiliar que juntos producen una área de material eliminado en la pieza de trabajo.
Ventajas
Las ventajas del corte con láser con respecto a otros procesos son:
1. Ancho del corte pequeño
2. Zona afectada por el calor angosta
3. Altas velocidades de corte
4. Buena calidad de los cortes
5. Adaptabilidad a la automatización
6. No hay contacto mecánico entre el dispositivo de corte y la pieza de trabajo
Tipo de Láser
El corte con Rayo Láser requieren un rayo láser coherente enfocado con precisión. Para estas aplicaciones se emplean principalmente dos tipos de fuentes primarias de rayo láser:
1. Láser YAG pulsado que opera a una longitud de onda de 1.06 micras.
2. Láser de CO2 que opera en forma pulsada o continúa a una longitud de onda de 10.6 micras.
En el caso de láser de YAG de pulsos la interacción con el metal resulta en la evaporación y en la eliminación de este último a densidades de potencia muy altas.
El láser de CO2 pulsado y continuo elimina la mayor parte de los materiales fundiéndolos, después de lo cual deben ser expulsados del área de corte con la ayuda de un chorro de gas inerte.
Equipo
Láser de CO2
El Láser de CO2 es la fuente estándar para aplicaciones de corte. Esto se debe a que es el tipo de láser más potente y confiable de uso generalizado. El Láser de CO2 es un dispositivo de descarga de gas, opera haciendo pasar una corriente eléctrica por un gas. La energía eléctrica se acopla a los gases mediante el establecimiento de una descarga luminiscente en el nitrógeno. El nitrógeno transmite esta energía a las moléculas de CO2 por colisiones, haciendo que un alto porcentaje de moléculas alcancen un nivel energético superior cuando las moléculas caen a un nivel intermedio se produce una emisión láser a 10.6 micras en la zona del infrarrojo.
Láser de YAG
El láser de YAG (Láser de Granate de Itrio y Aluminio contaminado con Neodimio) contiene una barra cristalina rodeada por lámparas de Xenón o Criptón. El cristal es un granate de Itrio y Aluminio (YAG) que ha sido contaminado con Neodimio. La luz de las lámparas empuja los átomos de Neodimio hasta un estado excitado desde el cual emiten luz con una longitud de onda de 1.06μm.
Sistemas
Para poder cortar el láser debe estar integrado a un mecanismo que aplique el rayo y pueda manipular la pieza de trabajo, los cortadores láser se controlan con algún tipo de computadora. El tipo de control más común lee datos numéricos y los convierte en órdenes de movimiento axial, estos dispositivos se denominan controles numéricos computarizados CNC.
Consumibles
Los costos primarios asociados a la operación de los sistemas de láser son los de electricidad, óptica, lámparas de destellos y gases. Los gases se emplean con dos fines generar luz y ayudar al corte.
Materiales
Los materiales que se cortan con el proceso de rayo láser son:
1. Aceros al carbón
2. Aceros de aleación
3. Aceros inoxidables
4. Aluminio
5. Cobre
6. Aleaciones de cobre
7. Aleaciones a base de níquel
8. No metales
9. Materiales inorgánicos. Aluminio, vidrio
10. Materiales Orgánicos. Tela, plásticos.
11. Materiales compuestos
Variables relacionadas con el láser
Muchas variables de corte tienen que ver con el láser mismo, la funcionalidad de un láser para el corte es una función de todas estas variables.
1. Limitaciones de potencia
2. Modalidad
3. Ciclo de trabajo
4. Propagación del rayo
Variables Relacionadas con el Proceso
1. Lente enfocador.
2. Variables del gas auxiliar Presión del gas auxilir, Boquillas del gas auxiliar, Distancia de la Boquilla, Velocidad de Recorrido.
3. Características de los cortes Ancho del corte, Aspereza, Escoria.
4. Precisión Dimensional.
La precisión que se logra al cortar piezas con láser depende de lo siguiente:
1. Precisión de la mesa
2. Capacidad del CNC para seguir los contornos programados.
3. Estabilidad del rayo láser
4. Distorsión inducida en las piezas de trabajo por el proceso de corte.
Localización de Problemas
En los láser de CO2 a menudo es difícil identificar las causas de los cortes de mala calidad. El deterioro en el desempeño por lo regular puede atribuirse a una de las siguientes condiciones.
1. Velocidad del corte incorrecta
2. Gas auxiliar o presión de gas incorrecta
3. Altura de la boquilla incorrecta
4. Distancia Focal del lente o ajuste de foco del haz incorrectos.
Localización de Problemas
5. Lente defectuoso o sucio
6. Alineación incorrecta del rayo en la cabeza del corte
7. Punta de boquilla dañada
8. Efecto de polarización
Corte con Chorro de Agua
Introducción
El corte con chorro de agua corta una amplia variedad de materiales tanto metales como no metales usando un chorro de agua a alta velocidad. El chorro se forma haciendo pasar agua a alta presión 30000 a 60000 psi por un orificio de 0.1 a 0.6 mm de diámetro hecho a un zafiro artificial. La velocidad del chorro va desde 520 hasta 914 m/s. A estas velocidades y presiones el agua erosiona con rapidez muchos materiales, actuando como una sierra.
El intervalo típico de distancia entre la boquilla y la pieza es de 0.25 a 25 mm prefiriéndose las distancias inferiores a los 6.4 mm.
Usos y Ventajas
La amplia gama de aplicaciones y la ausencia de calor son las principales ventajas del corte con chorro de agua. Los chorro abrasivos son ventajosos para cortar laminados de diferentes materiales, incluidos emparedados de metales y no metales. Se pueden cortar múltiples figuras, dependiendo de los límites del sistema de control y del tamaño de la pieza de trabajo.
En el corte con chorro de agua simple el ancho del corte suele ser de 0.13 mm o más. El chorro de agua tiende a abrirse al salir de la boquilla por lo que el corte es más ancho en la pared baja que en la alta.
Limitaciones
Las velocidades de corte relativamente bajas son la principal limitación del sistema de corte con chorro de agua. Otra limitación es que debe contarse con un dispositivo para recolectar el líquido de chorro de corte. Los costos de capital iniciales son elevados debido a las bombas y la cámara de presión requeridas para impulsar y dirigir el chorro de agua.
El material cortado debe ser más balando que el abrasivo utilizado. Los metales dúctiles muy delgados tienden a sufrir esfuerzos de flexión por el chorro abrasivo y presentan rebabas de salida.
Los materiales cerámicos cortados con chorro de agua presentan una reducción en la resistencia original que tiene de recién horneados.
Las boquillas deben remplazarse cada 2 o 4 horas en los sistemas de chorro de agua con abrasivo. Las partículas desgastan las boquillas de carburo hasta que pierden su acicularidad y el chorro pierde su simetría haciendo que se deteriore la calidad del corte.
Variaciones del Proceso
La profundidad del corte y sus características superficiales varían con las siguientes variables:
1. Presión y diámetro del chorro de agua
2. Tamaño, tipo y velocidad de flujo del material
3. Velocidad transversal
4. Angulo de corte
5. Numero de pasadas
Equipo
Los componentes claves del equipo para un sistema de chorro de agua o de chorro abrasivo son:
1. Bomba o intensificador de alta presión
2. Tubería y el tanque o unidad colectora para disponer del agua
3. Grúa, robot u otro sistema de aplicación para guiar el chorro de agua
4. Unidad de boquilla que forma el chorro de agua.
Consumibles
El principal componente de desgaste del equipo es el orificio de zafiro y en sistemas de abrasivos, la boquilla de carburo para el abrasivo. En el sistema de chorro de agua pura, un zafiro artificial puede durar hasta 200 horas.
Otros consumibles son el agua, el abrasivo y la electricidad.
Aplicaciones
Entre las industrias que emplean la tecnología, están la industria automotriz, aeroespacial y defensa, materiales de construcción, tarjetas de circuito, taller de fabricación, fundiciones, alimentos, vidrio, talleres de reparación, minería.
La primera aplicación comercial de corte con arco de plasma fue el corte mecanizado de escotillas de acceso en carros tanque de aluminio para ferrocarril. El corte manual con arco de plasma se utiliza ampliamente en la reparación de carrocerías de automóvil para cortar acero de baja aleación de alta resistencia HSLA. La aplicación principal del corte mecanizado con arco de plasma de acero al carbono es con espesores de hasta 13mm.
Calidad de Corte
Los factores que se consideran al evaluar la calidad de corte incluyen la tersura de la superficie, el ancho del corte, la adherencia de escoria y lo recto del borde superior. Estos factores son afectados por el tipo de material que se corta, el equipo que se emplea y las condiciones de corte.
5.7.4 Corte con Rayo Láser (LBC)
Introducción
El corte con rayo láser (Laser Beam Cutting) es un proceso de corte térmico que separa material mediante fusión o vaporización local con el calor de un rayo láser. Este proceso se usa con o sin gas auxiliar que ayuda a retirar el material fundido o vaporizado.
El corte con láser tiene la ventaja de alta velocidad, cortes de ancho reducido, bordes de alta calidad, baja entrada de calor y distorsión mínima de la pieza es un proceso de fácil automatización que puede cortar casi cualquier metal la geometría del trabajo se puede modificar, no hay desgaste de herramienta y no se requieren operaciones de acabado.
Principios
El proceso de corte utiliza láser de pulsos o continúo como fuente primaria de energía y son muchos los factores en el corte con láser.
El proceso de corte con rayo láser requiere la acción simultanea de un rayo láser enfocado con una densidad de potencia mayor de 104 W/mm2 y un chorro de gas auxiliar que juntos producen una área de material eliminado en la pieza de trabajo.
Ventajas
Las ventajas del corte con láser con respecto a otros procesos son:
1. Ancho del corte pequeño
2. Zona afectada por el calor angosta
3. Altas velocidades de corte
4. Buena calidad de los cortes
5. Adaptabilidad a la automatización
6. No hay contacto mecánico entre el dispositivo de corte y la pieza de trabajo
Tipo de Láser
El corte con Rayo Láser requieren un rayo láser coherente enfocado con precisión. Para estas aplicaciones se emplean principalmente dos tipos de fuentes primarias de rayo láser:
1. Láser YAG pulsado que opera a una longitud de onda de 1.06 micras.
2. Láser de CO2 que opera en forma pulsada o continúa a una longitud de onda de 10.6 micras.
En el caso de láser de YAG de pulsos la interacción con el metal resulta en la evaporación y en la eliminación de este último a densidades de potencia muy altas.
El láser de CO2 pulsado y continuo elimina la mayor parte de los materiales fundiéndolos, después de lo cual deben ser expulsados del área de corte con la ayuda de un chorro de gas inerte.
Equipo
Láser de CO2
El Láser de CO2 es la fuente estándar para aplicaciones de corte. Esto se debe a que es el tipo de láser más potente y confiable de uso generalizado. El Láser de CO2 es un dispositivo de descarga de gas, opera haciendo pasar una corriente eléctrica por un gas. La energía eléctrica se acopla a los gases mediante el establecimiento de una descarga luminiscente en el nitrógeno. El nitrógeno transmite esta energía a las moléculas de CO2 por colisiones, haciendo que un alto porcentaje de moléculas alcancen un nivel energético superior cuando las moléculas caen a un nivel intermedio se produce una emisión láser a 10.6 micras en la zona del infrarrojo.
Láser de YAG
El láser de YAG (Láser de Granate de Itrio y Aluminio contaminado con Neodimio) contiene una barra cristalina rodeada por lámparas de Xenón o Criptón. El cristal es un granate de Itrio y Aluminio (YAG) que ha sido contaminado con Neodimio. La luz de las lámparas empuja los átomos de Neodimio hasta un estado excitado desde el cual emiten luz con una longitud de onda de 1.06μm.
Sistemas
Para poder cortar el láser debe estar integrado a un mecanismo que aplique el rayo y pueda manipular la pieza de trabajo, los cortadores láser se controlan con algún tipo de computadora. El tipo de control más común lee datos numéricos y los convierte en órdenes de movimiento axial, estos dispositivos se denominan controles numéricos computarizados CNC.
Consumibles
Los costos primarios asociados a la operación de los sistemas de láser son los de electricidad, óptica, lámparas de destellos y gases. Los gases se emplean con dos fines generar luz y ayudar al corte.
Materiales
Los materiales que se cortan con el proceso de rayo láser son:
1. Aceros al carbón
2. Aceros de aleación
3. Aceros inoxidables
4. Aluminio
5. Cobre
6. Aleaciones de cobre
7. Aleaciones a base de níquel
8. No metales
9. Materiales inorgánicos. Aluminio, vidrio
10. Materiales Orgánicos. Tela, plásticos.
11. Materiales compuestos
Variables relacionadas con el láser
Muchas variables de corte tienen que ver con el láser mismo, la funcionalidad de un láser para el corte es una función de todas estas variables.
1. Limitaciones de potencia
2. Modalidad
3. Ciclo de trabajo
4. Propagación del rayo
Variables Relacionadas con el Proceso
1. Lente enfocador.
2. Variables del gas auxiliar Presión del gas auxilir, Boquillas del gas auxiliar, Distancia de la Boquilla, Velocidad de Recorrido.
3. Características de los cortes Ancho del corte, Aspereza, Escoria.
4. Precisión Dimensional.
La precisión que se logra al cortar piezas con láser depende de lo siguiente:
1. Precisión de la mesa
2. Capacidad del CNC para seguir los contornos programados.
3. Estabilidad del rayo láser
4. Distorsión inducida en las piezas de trabajo por el proceso de corte.
Localización de Problemas
En los láser de CO2 a menudo es difícil identificar las causas de los cortes de mala calidad. El deterioro en el desempeño por lo regular puede atribuirse a una de las siguientes condiciones.
1. Velocidad del corte incorrecta
2. Gas auxiliar o presión de gas incorrecta
3. Altura de la boquilla incorrecta
4. Distancia Focal del lente o ajuste de foco del haz incorrectos.
Localización de Problemas
5. Lente defectuoso o sucio
6. Alineación incorrecta del rayo en la cabeza del corte
7. Punta de boquilla dañada
8. Efecto de polarización
Corte con Chorro de Agua
Introducción
El corte con chorro de agua corta una amplia variedad de materiales tanto metales como no metales usando un chorro de agua a alta velocidad. El chorro se forma haciendo pasar agua a alta presión 30000 a 60000 psi por un orificio de 0.1 a 0.6 mm de diámetro hecho a un zafiro artificial. La velocidad del chorro va desde 520 hasta 914 m/s. A estas velocidades y presiones el agua erosiona con rapidez muchos materiales, actuando como una sierra.
El intervalo típico de distancia entre la boquilla y la pieza es de 0.25 a 25 mm prefiriéndose las distancias inferiores a los 6.4 mm.
Usos y Ventajas
La amplia gama de aplicaciones y la ausencia de calor son las principales ventajas del corte con chorro de agua. Los chorro abrasivos son ventajosos para cortar laminados de diferentes materiales, incluidos emparedados de metales y no metales. Se pueden cortar múltiples figuras, dependiendo de los límites del sistema de control y del tamaño de la pieza de trabajo.
En el corte con chorro de agua simple el ancho del corte suele ser de 0.13 mm o más. El chorro de agua tiende a abrirse al salir de la boquilla por lo que el corte es más ancho en la pared baja que en la alta.
Limitaciones
Las velocidades de corte relativamente bajas son la principal limitación del sistema de corte con chorro de agua. Otra limitación es que debe contarse con un dispositivo para recolectar el líquido de chorro de corte. Los costos de capital iniciales son elevados debido a las bombas y la cámara de presión requeridas para impulsar y dirigir el chorro de agua.
El material cortado debe ser más balando que el abrasivo utilizado. Los metales dúctiles muy delgados tienden a sufrir esfuerzos de flexión por el chorro abrasivo y presentan rebabas de salida.
Los materiales cerámicos cortados con chorro de agua presentan una reducción en la resistencia original que tiene de recién horneados.
Las boquillas deben remplazarse cada 2 o 4 horas en los sistemas de chorro de agua con abrasivo. Las partículas desgastan las boquillas de carburo hasta que pierden su acicularidad y el chorro pierde su simetría haciendo que se deteriore la calidad del corte.
Variaciones del Proceso
La profundidad del corte y sus características superficiales varían con las siguientes variables:
1. Presión y diámetro del chorro de agua
2. Tamaño, tipo y velocidad de flujo del material
3. Velocidad transversal
4. Angulo de corte
5. Numero de pasadas
Equipo
Los componentes claves del equipo para un sistema de chorro de agua o de chorro abrasivo son:
1. Bomba o intensificador de alta presión
2. Tubería y el tanque o unidad colectora para disponer del agua
3. Grúa, robot u otro sistema de aplicación para guiar el chorro de agua
4. Unidad de boquilla que forma el chorro de agua.
Consumibles
El principal componente de desgaste del equipo es el orificio de zafiro y en sistemas de abrasivos, la boquilla de carburo para el abrasivo. En el sistema de chorro de agua pura, un zafiro artificial puede durar hasta 200 horas.
Otros consumibles son el agua, el abrasivo y la electricidad.
Aplicaciones
Entre las industrias que emplean la tecnología, están la industria automotriz, aeroespacial y defensa, materiales de construcción, tarjetas de circuito, taller de fabricación, fundiciones, alimentos, vidrio, talleres de reparación, minería.
